


Производство валов-шестеренок
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Шестерни, с другой стороны, являются зубчатыми колесами, которые монтируются сверху и передают мощность и движение от одного ведущего вала к другому. Валы-шестеренки позволяют изменять скорость, направление и соотношение мощности в зависимости от требований системы.
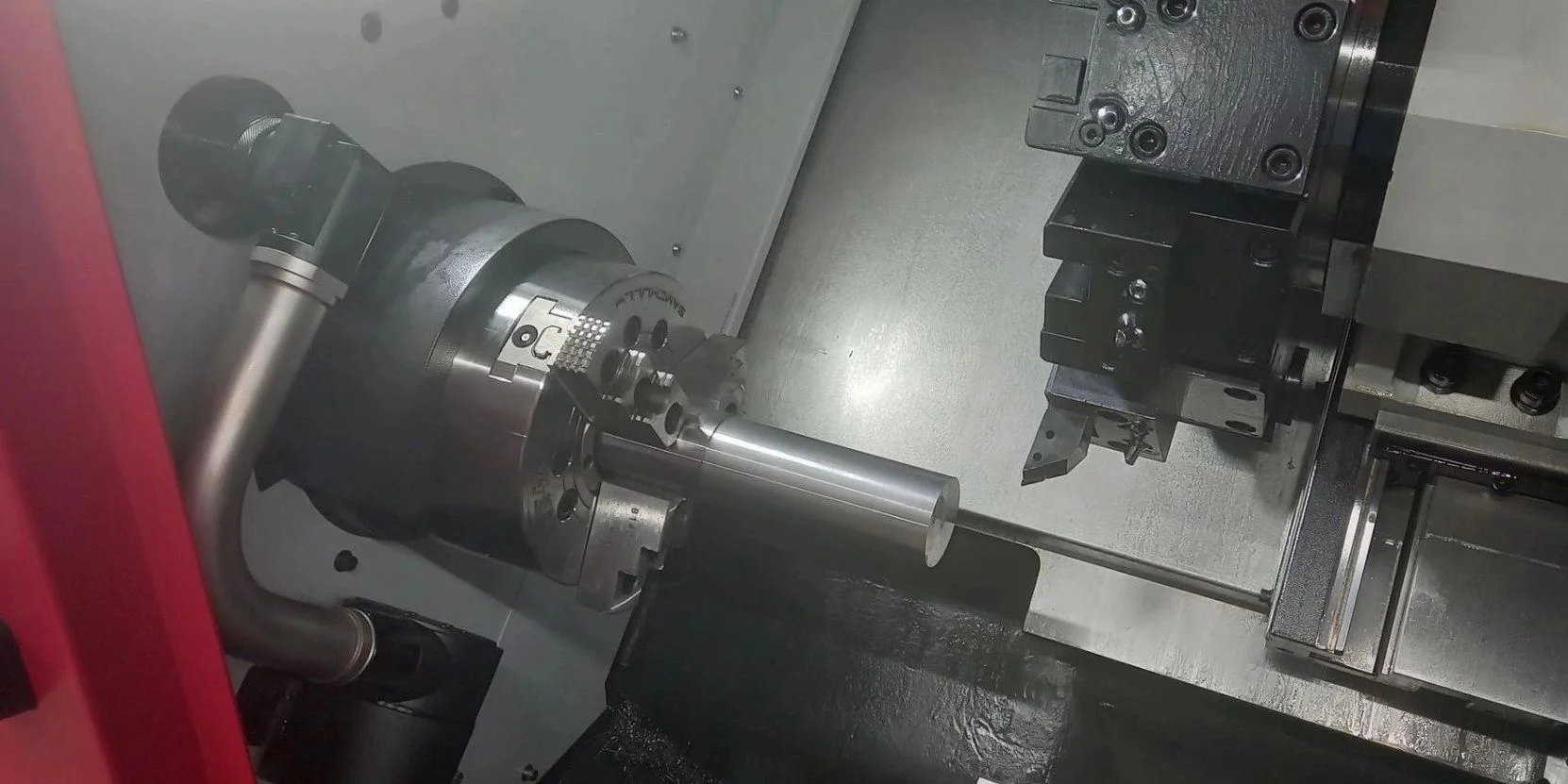
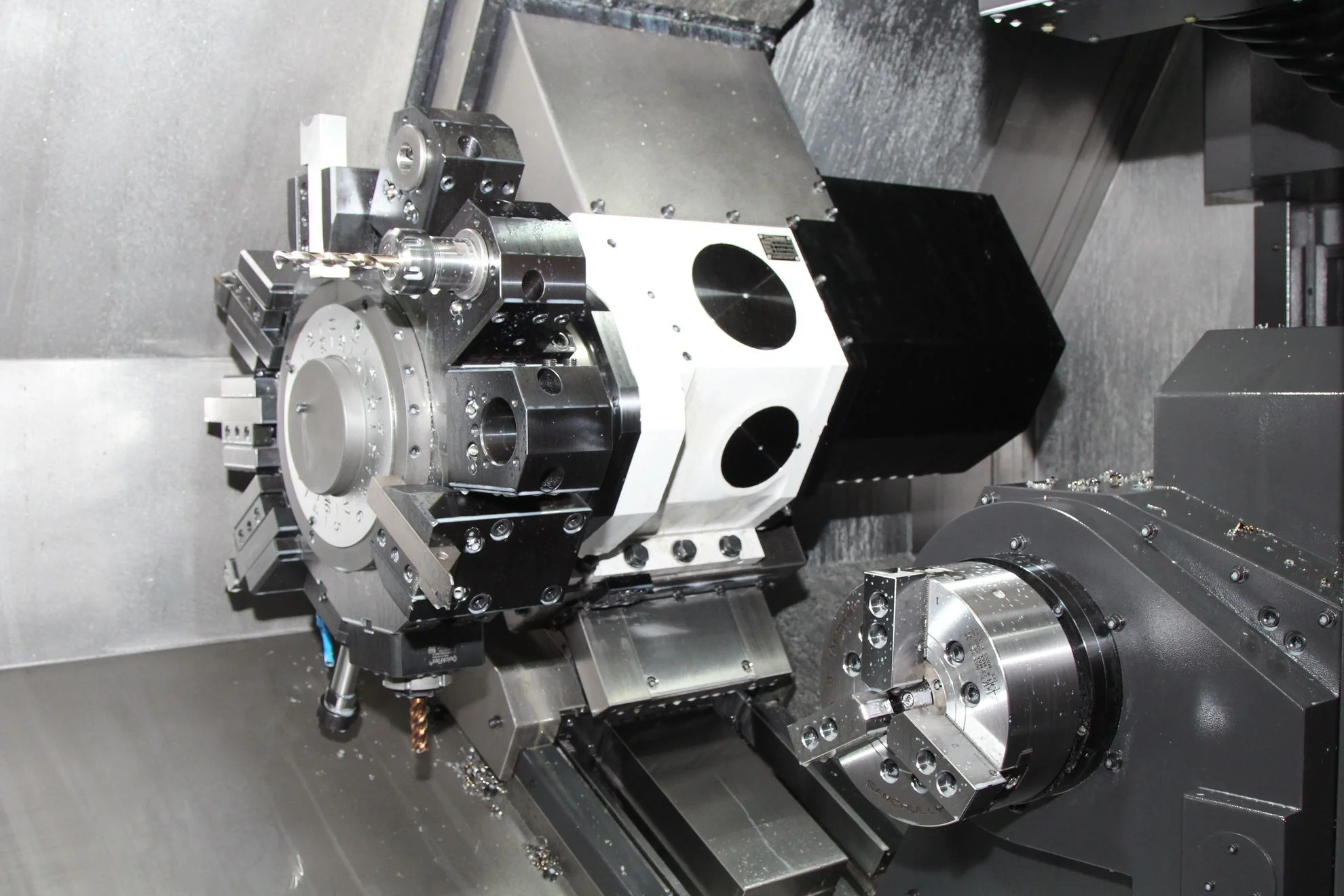
Особенности процесса зависят от вида шестерни – бывают прямозубые, косозубые, клиновидные, конические и цилиндрические. Детали изготавливаются с помощью зубофрезерования на станках. Для достижения требуемой твердости проводится термообработка в печах, что может включать закалку и отжиг для устранения внутренних напряжений. Также для снижения трения и износа изделия шлифуют, полируют и покрывают защитной пленкой. Геометрию и профиль зубьев проверяют с помощью микрометров, шаблонов или координатных измерительных машин.
Производитель Трайв работает с различными типами материалов, видами ведущих валов и шестерней. Компания изготавливает на заказ по чертежам металлические детали высокого качества, а также оказывает услуги доставки не только по крупным городам России, но и по регионам. Цена зависит от отдаленности пункта и сложности проекта. Заказать производство любых металлических элементов можно в онлайн-режиме через оператора.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями ГК «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}