


Нормализация металлических изделий на производстве
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Процесс способствует однородному распределению углерода. В итоге устраняются внутренние дефекты (трещины и пустоты), повышаются прочность и твердость. Также нормализация может улучшить обрабатываемость стали и ее способность к дальнейшей механической обработке.
Изделие должно быть очищено от загрязнений, масел, окислов и других примесей. Далее обработка происходит в несколько этапов.
Для нагрева используют печи, газовые горелки или электрические нагревательные элементы. При этом важно обеспечить равномерное распределение тепла по всему изделию. Обычно температура нагрева для нормализации выбирается выше точки рекристаллизации материала, но ниже его плавления. Для заэвтектоидных сталей выбирают значение ниже верхней критической температуры Ac3 (точки превращения аустенита), для доэвтектоидных – немного выше нижней критической температуры Ac1.
Температура и скорость процесса зависят от типа металла и его состава. Эти параметры определяются экспериментально (на основе опыта в производстве) или вычислительно (металлографический анализ, измерение твердости, механические испытания) для каждого конкретного случая. Температура рекристаллизации стали обычно лежит в диапазоне от 500°C до 700°C. Также значения зависят от состава, микроструктуры, истории обработки. Для альфа-железа (феррита) температура рекристаллизации может быть около 400°C-600°C, а для гамма-железа (аустенита) – около 700°C-900°C.
Нагретый металл поддерживается при приобретенной температуре в течение определенного времени. Во время этого процесса новые зерна формируются на месте деформационных дислокаций. Они имеют более низкую энергию и более равномерную структуру. Рекристаллизация приводит к снижению внутренних напряжений в сплаве, восстановлению его механических свойств и улучшению пластичности. Также равномерно распределяются легирующие элементы (углерод, азот, хром и другие). Некоторые стали могут претерпевать превращения фаз – трансформацию аустенита в феррит или перлит.
В конце нагретый металл охлаждается до характерной ему температуры. Это может осуществляться на спокойном воздухе путем передачи тепла в окружающую среду. Естественное охлаждение – достаточно медленный процесс, особенно для более толстых и массивных деталей. Но оно позволяет материалу постепенно остывать и претерпевать структурные превращения. Принудительное охлаждение обеспечивает более интенсивное и контролируемое снижение температуры. Воздух сжимается с помощью компрессора и направляется на нагретую поверхность.
Охлаждение в воде подходит для большинства углеродистых и низколегированных сталей. Однако оно может вызывать деформацию или трещины в некоторых случаях, особенно для крупногабаритных или толстостенных деталей. Охлаждение в масле проходит медленнее и надежнее, широко применяется для всех типов металлов, включая легированные и инструментальные. Оно также эффективно для охлаждения объемных элементов. От используемого оборудования зависит стоимость конечного нормализуемого изделия.
Если производитель не обеспечивает должного контроля качества, в ходе термической обработки могут возникать такие проблемы:
Неравномерное нагревание. Вызывает остаточное напряжение в материале, деформации, трещины, искривления формы. Причина – неправильная конфигурация печи или недостаточная продолжительность нагрева.
Перегрев. Это неисправимая проблема. Перегрев приводит к излишнему росту зерен, что может снизить прочность и пластичность из-за избыточного сгорания углерода. Это может произойти, если не соблюдался контроль температурных режимов или если сплав оставляется в печи на протяжении слишком длительного времени.
Недостаточное охлаждение. Возникает, если охлаждение происходит слишком медленно или если сплав остается в печи после нагрева. Это может привести к неполной структурной превращаемости металла.
Переохлаждение. Если материал слишком быстро теряет тепло или охлаждается ниже рекомендуемой температуры, он приобретает излишнюю хрупкость. Также образуется твердая мартенситная структура (с неравномерным распределением углерода).
Для предотвращения этих проблем нужно тщательно контролировать параметры процесса нормализации, включая температурный режим, время выдержки и скорость охлаждения.
Для термической обработки сплавов также применяют технологию закалки. Перекристаллизация материала происходит при нагреве до точки критического превращения и быстром охлаждении путем погружения в охлаждающую среду. Быстрая закалка приводит к высокой твердости, но может вызывать хрупкость, поэтому часто используется последующий процесс отпуска.
Гомогенизационный отжиг основан на принципе диффузии, снижает дендритную или внутрикристаллитную неоднородность. Рекристаллизационный вид обработки направлен на восстановление структуры после деформации или холодной обработки. Отпуск заключается в нагреве закаленной стали до температур ниже точки Ас1 и медленном охлаждении. Существует низкий, средний и высокий отпуск в зависимости от температур обработки (для стали это 150-400°C, 500-650°C и 650-850°C соответственно).
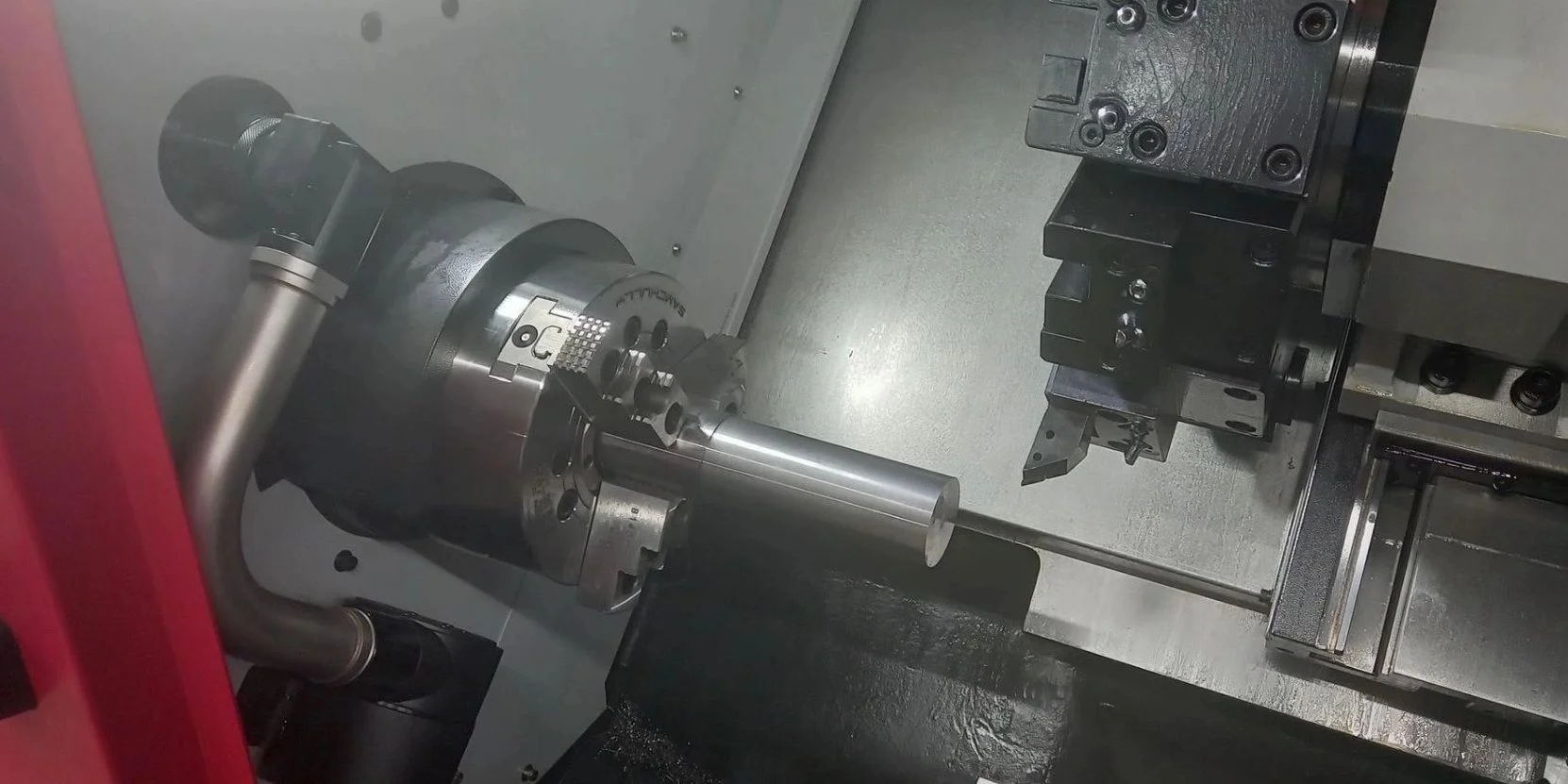
Для всех этих процессов на производстве используют специализированное оборудование, в том числе печи, системы с охлаждающими средами, термодатчики, регуляторы, контрольные панели. Некоторые производители предоставляют услуги по обработке металлов. Компания Трайв изготовляет крепежи и метизы, используя технологии нормализации сплавов, занимается поставками в Санкт-Петербурге и других городах. Ознакомиться с ценами можно на их официальном сайте.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}