


Изготовление токарных резцов на заказ
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
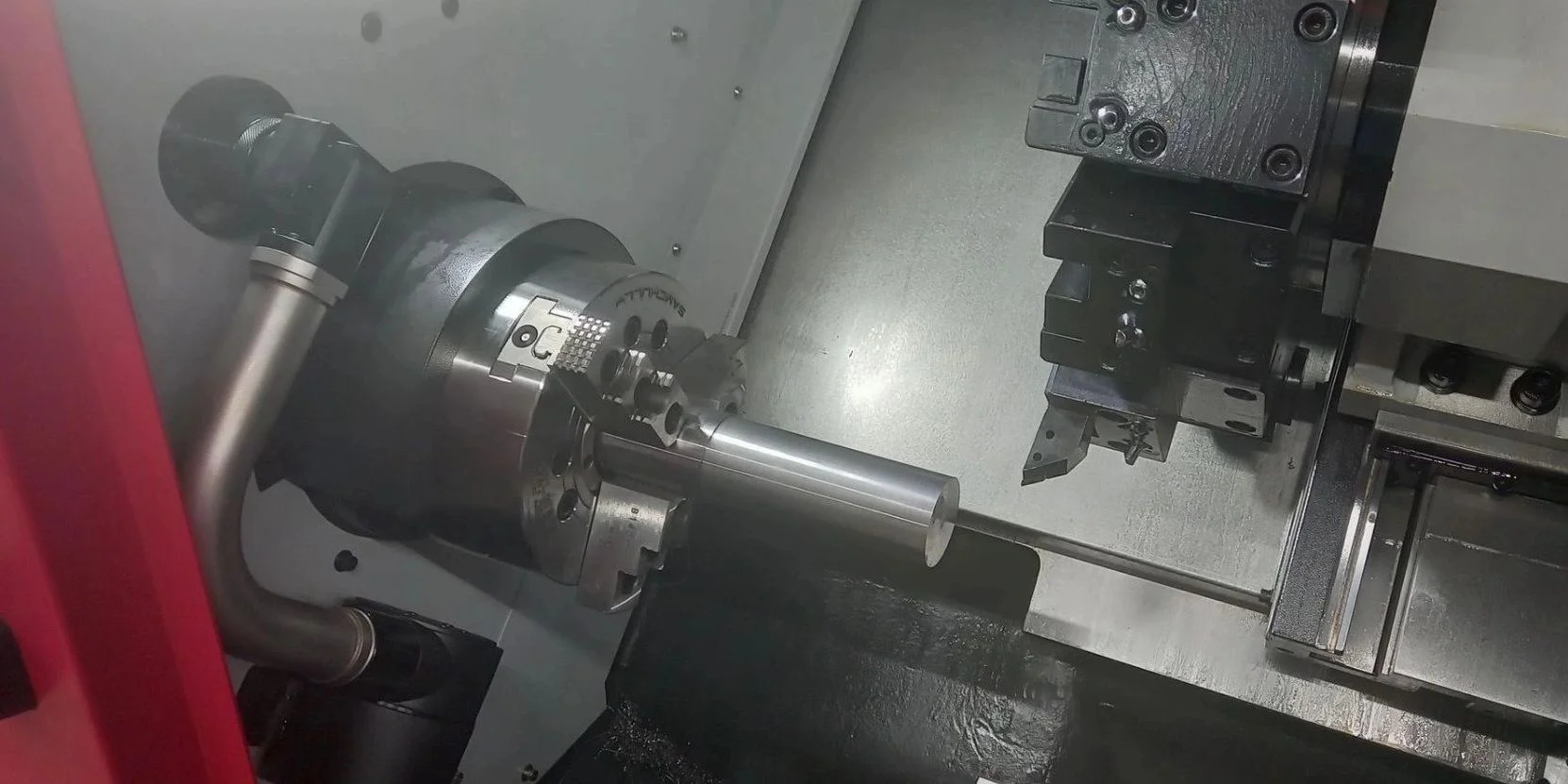
Токарные больше других востребованы в металлообрабатывающей отрасли. Они служат для отсекания частей от заготовки, обработки различных деталей на разных этапах производства, нанесения внутренней и внешней резьбы. По назначению выделяются, например, отрезные и подрезные, расточные, фасочные, фасонные.
Изделие имеет продолговатую форму. Оно устанавливается в держателе. Рабочий элемент – головка – размещается на противоположном конце (иногда эта часть съёмная). Она сложной формы, состоит из нескольких граней, по положению относительно державки (тела) характеризуется как прямая или отогнутая. Двигаясь справа налево (если правый тип, и наоборот – если левый), инструмент снимает с детали стружку, причём перпендикулярная разновидность располагается к поверхности под прямым углом, а тангенциальная – под иным. Головки встречаются твердосплавные головки, алмазные, из металлокерамики. Помимо конфигурации головки и державки при изготовлении данных инструментов важно обратить внимание на прочность и устойчивость материала к вибрации. Значения углов играют большую роль: например, передний влияет на лёгкость работы и стойкость, а задний – на трение, и потому большие значения подходят для обработки более мягких металлов. Всего специалисты рассматривают 4 главных угла и до 5 вспомогательных. При заказе изделия необходимо учесть все эти аспекты, если оно нестандартное – тщательно подойти к выполнению чертежа, разработке спецификаций.
Нужны ли токарные резцы производству? Решение принимать заказчику. Наше дело – обеспечить его высококачественную реализацию. Наш завод готов предоставить различное металлорежущее оборудование по ценам от производителя.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}