













- Гвозди
- Инструмент и оснастка
- Кабельная продукция
- Металлоконструкции
- Подшипники
- Проход для кровли
- Такелаж
- Хомуты
Промышленные изделия
- Категории
- Направления
- Производители
- Стандарты
- По виду материалов
- По свойствам
Дополнительно
Производитель и дистрибьютор крепежа и метизов с 2006 года
|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
- Главная страница
- Производство
- Производство валов на заказ по чертежам
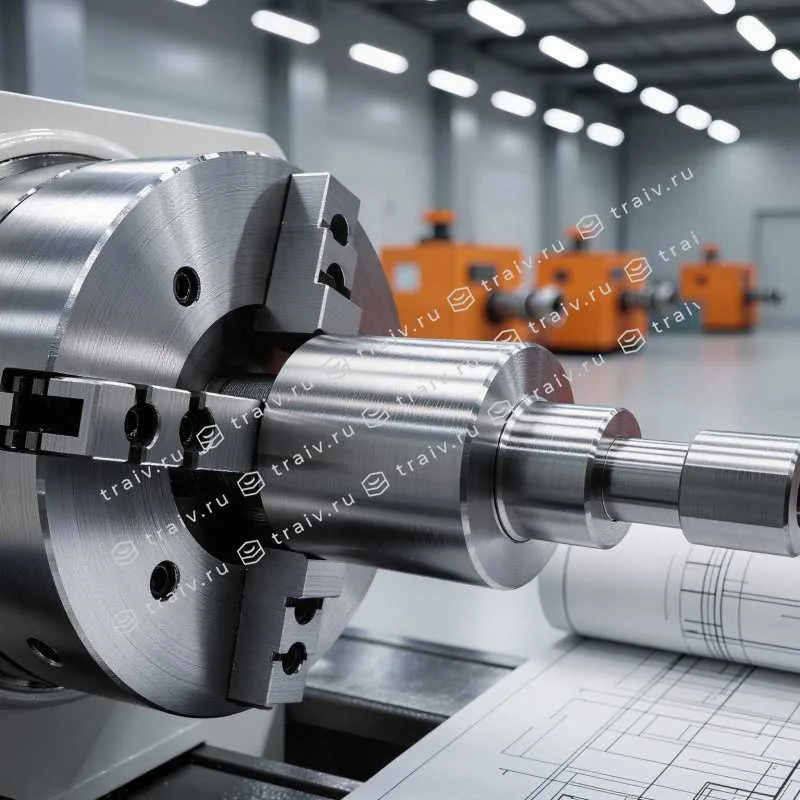
Производство валов на заказ по чертежам
Скачать PDF - презентация производства
Виды валов
Шлицевые, червячные, шнековые, эксцентриковые, шлифованные, валы для редукторов
Макс. диаметр вала
до 1400 мм
Макс. длина вала
до 5000 мм
Материалы
Высокопрочные стали, легированные стали
Опционально
Термическая обработка валов для повышения прочности
Метизный завод «Трайв» предлагает услугу изготовления валов на заказ по чертежам, эскизам, ТУ и ГОСТ. Наш парк современны высокоточных токарно-фрезерных центров с ЧПУ позволяет производить широкую номенклатуру изделий из разных марок стали и сплавов. Цены от производителя в Санкт-Петербурге. Доставка по РФ.
Собственное производство
Полный цикл производства метизных решений по чертежам и стандартам. От микро-крепежа до М 100.
Инжиниринговый центр
Реинжиниринг, проектирование и технологическое сопровождение вашего заказа под ключ.
Гарантии
ОТК контроль качества выпускаемой продукции на всех этапах. Выдаем паспорт на изделие и сертификат на материал.
Особенности изготовления валов по чертежам
Метизный завод «Трайв специализируется на производстве валов на заказ по предоставленным чертежам или образцам клиента. Обеспечиваем полное соответствие геометрии, размерам и функциональным требованиям вашего оборудования.
Работаем с различными материалами и типами обработки. Современные станки с ЧПУ позволяют нам изготавливать все виды валов с высокой точностью - до 0,005 мм.
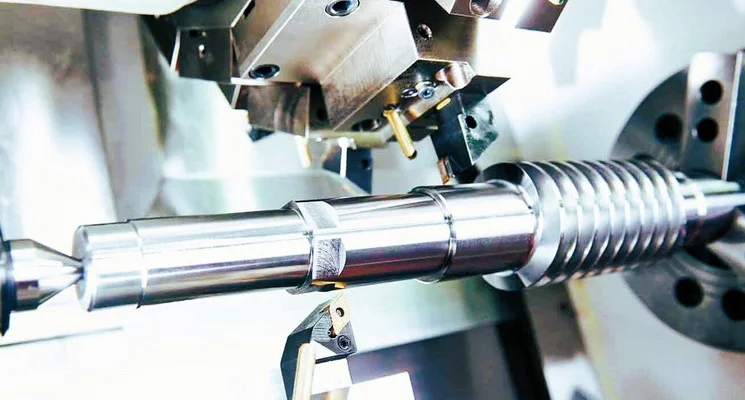
Наши специалисты обладают большим опытом работы в проектировании различных деталей и механизмов, за счет чего изготовленные нами валы ничем не уступают оригинальным запчастям от производителя.
- Имеем большой опыт в изготовлении деталей по DIN, ГОСТ, ISO а также по чертежам, эскизам и ТУ, что позволяет гарантировать высокое качество продукции даже при сложных заказах.
- Используем специализированные высокоточные станки с ЧПУ и другое оборудование которое обеспечивает точное соответствие чертежам и стандартам.
- Применяем только качественные марки сталей прошедшие строгий контроль качества.
- Предлагаем доступные цены от производителя и короткие сроки выполнения работ.
- Производим качественный продукт в России и помогаем нашим клиентам подтвердить происхождение ваших изделий в РФ (сертификатом СТ-1 и внесением в реестр Минпромторг).
При изготовлении для повышения механических характеристик валы подвергаются термообработке. На собственном производстве в Санкт-Петербурге мы применяем закалку, нормализацию и отпуск изделий. Этот этап необходим для увеличения твердости и прочности изделия. Это дает повышенный срок службы деталей и уменьшает риск выхода из строя всего узла, где работает вал.

Наше оборудование
Токарно-обрабатывающий центр SКM NL2500SY
Токарно-обрабатывающий центр SКM NL2000M
Токарно-обрабатывающий центр SКM NL1500M
Автоматический ленточнопильный станок IRON MAC CUT-280CHA
Токарно-винторезный станок KC 51B/1500 (C6251×1500)
Автомат продольного точения TCM-20SII
Правильно-отрезной станок
Фрезерный обрабатывающий центр SVL-1360
Автомат продольного точения TQ-125I (Shute) c ЧПУ Mitsubishi M80
Ударно-точечный маркиратор SIC-Marking EC9
Точильно-шлифовальный станок ТШ-2Д-П с ПУАМ
Ленточный гриндер ГЧ-16
Гидравлический резьбонакатной станок JDY-50 JIN DAH YANG
Оборудование для цинк-ламельного покрытия
Линия холодной высадки
Автоматическая проходная печь для термической обработки металлоизделий
Преимущества производства в «Трайв»

ГОСТ, ОСТ, ТУ и ваши стандарты

Изделия с классом прочности до 12.9

Нестандартные резьбы

Редкие стали и сплавы

Испытания и контроль качества

Любые покрытия
Почему выбирают нас

Гарантия качества
Инженерный отдел по контролю качества
Соблюдение сроков
Эффективное производство с гарантированными сроками поставки
Индивидуальный подход
Изделия по вашим чертежам от микро крепежа до м 100
ТехПоддержка
Профессиональные консультация и помощь на каждом этапе
Сертифицировано
Соответствие международным стандартам
Региональные филиалы
Офисы в Москве, Санкт-Петербурге, Перми
Наша производственная площадка
Доставка по РФ и СНГ

Производство валов на заказ по чертежам заказчика представляет собой уникальный подход, позволяющий решать конкретные задачи, стоящие перед отраслью. Главное преимущество данного метода заключается в возможности создания изделия, точно соответствующего требованиям и техническим характеристикам клиента.
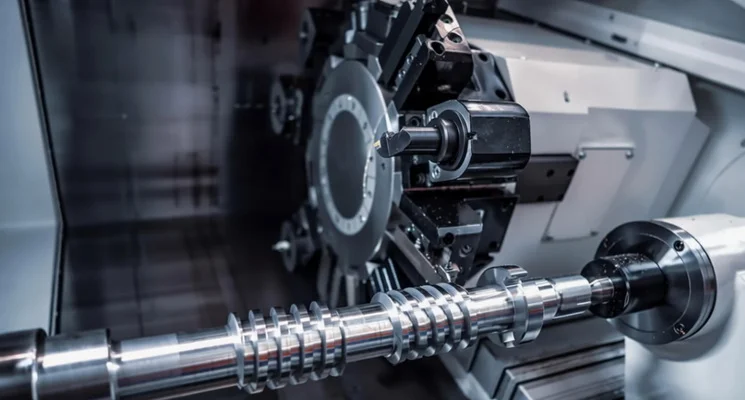
Изготовление валов на заказ подразумевает учет всех нюансов конкретной задачи, начиная от материала вала и заканчивая его конфигурацией. Это гарантирует максимальную производительность и долговечность изделий, а также снижает риски отказа в эксплуатации. На собственном производстве мы используем современное оборудование, включая автоматизированные токарные центры SKM моделей NL 2500SY, NL 2000М и NL 1500. Благодаря этому можем обеспечить высокое качество работ и максимально сжатые сроки производства.
Применение и материалы изготовления
Валы являются важным элементом многих механизмов и устройств. Изготовление данных деталей актуально для самых разных отраслей: от авиационной и автомобильной промышленности до производства тяжелого оборудования и энергетики.
- В авиации валы используются в двигателях и механизмах управления.
- В автомобильной промышленности они являются неотъемлемой частью коробки передач, двигателя и приводных систем.
- В тяжелом машиностроении применяются в трансмиссии и гидравлических системах.
- Также валы используются в производстве насосов, турбин, компрессоров и другого оборудования.
При производстве вала материал выбирается в зависимости от условий его эксплуатации. Как правило, для изготовления используются высококачественные стали, такие как углеродистые, легированные, нержавеющие и быстрорежущие. Углеродистые стали применяются для валов, работающих в условиях нормальных нагрузок, легированные - для валов, подвергающихся высоким механическим и температурным нагрузкам. Нержавеющие и быстрорежущие металлы используются в условиях агрессивных сред и высоких скоростей.
Технология производства
Производство валов по чертежам клиента - это комплекс операций, начинающихся с разработки и утверждения чертежей и заканчивающихся отделкой и упаковкой готового изделия.
- Первый этап - это создание чертежа с точными размерами и требованиями к материалу.
- Затем производится заготовка материала и основная обработка на станках: токарная, фрезерная, шлифовальная.
- После этого проводится термическая обработка для придания валу необходимых механических свойств.
- Завершающий этап - контроль качества и упаковка готового изделия.
Также важно отметить, что точность и качество изготовления валов тесно связаны с большим опытом в металлообработке и квалификацией наших специалистов, работающих на производстве.
Преимущества заказа в компании "Трайв"
Наша компания обладает многолетним опытом и хорошей репутацией на рынке изготовления валов. Производство ведется с использованием современного оборудования и качественных материалов. Мы учитываем все пожелания и требования заказчика, делая акцент на качестве и сроках исполнения заказа. Заказывать производство валов у нас - значит получить изделие, полностью соответствующее вашим ожиданиям и требованиям к надежности и долговечности.
Рейтинг:4.9
Голосов:20
Производственная компания «Трайв»
© 2006-2026
Поставки по РФ:
E-mail:
Производство в г.Санкт-Петербург:

Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.
Главный офис и склад «Трайв» в Санкт-Петербурге
Подробнее...
Санкт-Петербург,
Кудрово, ул.Центральная, дом 41
193168
Офис и склад «Трайв» в Москве
Подробнее...
Москва,
Рязанский проспект, 2с49, БЦ "Карачарово", офис 203
109428
Филиал «Трайв» в Екатеринбурге
Подробнее...
Екатеринбург,
Екатеринбург, Елизаветинское шоссе, 39
620024
Филиал «Трайв» в Перми
Подробнее...
Пермь,
Пермь, шоссе Космонавтов 111И, корпус 1, 2 этаж, офис 36
614066
Производство
Контакты

Производство в Санкт-Петербурге

2006 - 2026 © Компания «Трайв» производитель и дистрибьютор метизов и крепежа
Умный бот

Скачать прайс наличия на складе
По ссылке ниже вы можете скачать прайс-лист на позиции: для вашего удобства, мы подготовили прайс с табличном формате.
Так же мы публикуем каталог стандартного крепежа в формате PDF
Заказ в 1 клик
Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
Промышленные изделия
Дополнительно
Вернуться назад
- Анкер Fisher
- Анкер MULTI-MONTI
- Анкер MULTI-MONTI torx
- Анкер PFG EBF, электрооцинкованный, с кованым рым-болтом
- Анкер PFG ES
- Анкер PFG HBF, электрооцинкованный, с болтом-крюком
- Анкер PFG LB
- Анкер PFG LB, LBS с анкерным болтом и шайбой
- Анкер PFG SB
- Анкер PFG SB, SBS со шпилькой, шайбой и гайкой
- Анкер PKN (быстрофиксирующий гвоздь) Sormat
- Анкер винтовой RA
- Анкер винтовой RA, RAR, RAH Sormat Сормат
- Анкер втулочный с болтом
- Анкер для высоких нагрузок
- Анкер для крепления гипсовых плит
- Анкер забивной LA, LAH Sormat Сормат
- Анкер закладной без монтажной плиты VASB
- Анкер закладной с монтажной плитой VASD
- Анкер клиновой S-KA, S-KAH с шайбой и гайкой
- Анкер клиновой Shreiber - анкер под шпильку
- Анкер клиновой забивной (экспресс)
- Анкер клиновой с гайкой S-KAK горячеоцинкованный с шайбой
- Анкер латунный
- Анкер латунный забивной MSA
- Анкер металлический Multi-Monti F
- Анкер металлический Multi-Monti I комбинированный
- Анкер металлический Multi-Monti MS
- Анкер металлический Multi-Monti P
- Анкер металлический Multi-Monti R
- Анкер металлический Multi-Monti S
- Анкер металлический Multi-Monti S A4
- Анкер металлический Multi-Monti SS
- Анкер металлический для тонколистовых материалов
- Анкер многофункциональный
- Анкер многофункциональный для тонколистовых материалов (с шурупом) OLA
- Анкер особопрочный S-VAM B
- Анкер распорный PFG ES, ESS, ESSH
- Анкер стальной однораспорный
- Анкер стальной распорный с простым крюком
- Анкер химический
- Анкер-клин для крепления подвесных конструкций
- Анкер-шуруп
- Анкерный болт
- Анкерный болт с ушком
- Анкерный болт с цангой
- Анкерный болт тяжеловесных конструкций
- Анкерный болт ударный
- Анкеры S-VAM S и S-VAM В особопрочные Sormat Сормат
- БСР (болт самоанкерующийся распорный)
- Гвоздь Confix по бетону Sormat Сормат
- Гильза KRH электрооцинкованная
- Забивной стальной анкер
- Латунный распорный дюбель
- Распорный стальной анкер с кольцом
- Распорный стальной анкер с потолочным крюком
- Стальной анкер двойного распирания
- Стальной анкер для крепления в плотных материалах
- Стальной машинный анкер
- Стальной распорный анкер с гайкой
- Стальной распорный анкер с качельным крюком
- Шпилька к анкеру химическому
- Шуруп регулировочный SKRH
- Artikel 10105 Болт с шестигранной головкой
- ГОСТ 7802
- DIN 13-20
- DIN 1445
- Artikel 88752 Болт шарнирный
- DIN 186
- DIN 188
- DIN 25193
- DIN 261
- DIN 316
- DIN 444
- DIN 529
- DIN 32501
- DIN 558
- DIN 34810
- DIN 561
- DIN 564
- DIN 7968
- DIN 7999
- DIN 931
- DIN 933
- DIN 580
- DIN 601
- DIN 603
- DIN 604
- DIN 605
- DIN 607
- DIN 608
- DIN 609
- DIN 610
- DIN 792
- DIN 6922
- DIN 797
- DIN 960
- DIN 961
- DIN 962
- DIN 6921
- DIN 6914
- DIN 7990
- DIN 15237
- DIN 22424
- EN 14399
- EN 14399-4
- EN 14399-8
- EN 1665
- ISO 8676
- ISO 8765
- DIN 7981
- Винт-шуруп мебельный
- Винт-стяжка мебельный
- Винт с L-образным крючком
- Винт мебельный с прерывистой резьбой, с полупотайной головкой
- Винт с крючком
- Винт мебельный с прессшайбой и комбинированным шлицем (евровинт)
- Винт с петлей
- Винт-шуруп STS к трубным хомутам
- Винт шуруп JR и JRL к трубным хомутам
- Винт с шариком GN 606
- Винт мебельный с плоской головкой и внутренним шестигранником под ключ
- ISO 7380
- DIN 84
- DIN 85
- DIN 316
- DIN 404
- DIN 417
- DIN 427
- DIN 438
- DIN 464
- DIN 6902
- DIN 465
- DIN 6904
- DIN 478
- DIN 5586
- DIN 6905
- DIN 479
- DIN 561 Винт с уменьшенной головкой и цапфой
- DIN 6907
- DIN 480
- DIN 564 Винт с уменьшенной головкой и коническим коноцм
- DIN 6908
- DIN 551
- DIN 553
- DIN 7500 C
- DIN 653
- DIN 7500 D
- DIN 7500 M
- DIN 787
- DIN 912
- DIN 7504 R
- DIN 913
- DIN 7504 О
- DIN 914
- DIN 915
- DIN 7516 A
- DIN 916
- DIN 7516 D
- DIN 920
- DIN 921
- DIN 922
- DIN 923
- DIN 926
- DIN 927
- DIN 963
- DIN 964
- DIN 965
- DIN 966
- DIN 967
- DIN 6304
- DIN 6900
- DIN 6901
- DIN 6912
- DIN 7500
- DIN 7513
- DIN 7516
- DIN 7964
- DIN 7969
- DIN 7984
- DIN 924
- DIN 7985
- DIN 925
- DIN 7991
- ISO 7379
- DIN 7643
- ISO 12474
- ISO 14579
- ISO 2010
- ISO 2342
- ISO 4766
- ISO 14581 Винт с потайной головкой и шлицем TORX
- ISO 7047
- DIN 7504
- ISO 14583 Винт с полукруглой головкой шлиц TORX
- ISO 7434
- ISO 7435
- DIN 6906
- Установочные винты
- DIN 431
- Гайка кузовная квадратная
- Гайка особого назначения Nutsteine
- Гайки шлицевые
- DIN 74361
- Шинная гайка оцинкованная
- Шинная гайка без пружины
- DIN 99
- DIN 315
- DIN 439/936
- DIN 466
- DIN 467
- DIN 508
- DIN 546
- DIN 547
- DIN 548
- DIN 555
- DIN 557
- DIN 562
- DIN 582
- DIN 798
- DIN 917
- DIN 928
- DIN 929
- DIN 934
- DIN 935
- DIN 314
- DIN 936
- DIN 937
- DIN 970
- DIN 439 А
- DIN 971
- DIN 439 В
- DIN 977
- DIN 979
- DIN 70852
- DIN 980
- DIN 981
- DIN 982
- DIN 985
- DIN 986
- DIN 1479
- DIN 1587
- DIN 1624
- DIN 1804
- DIN 1816
- DIN 2510-5
- Artikel 88934 Гайка шестигранная с буртиком и рифлением
- DIN 5587
- DIN 6303
- DIN 6330
- DIN 6331
- DIN 6334
- DIN 6915
- DIN 6923
- DIN 6924
- DIN 6925
- DIN 6926
- DIN 6927
- DIN 7965
- DIN 7967
- DIN 22425
- DIN 28129
- DIN 6305
- DIN 6307
- DIN 80701
- DIN 80704
- EN 1661
- EN 1664
- ISO 10511
- ISO 10512
- ISO 4033
- ISO 7042
- Гайки квадратные
- Гайки колпачковые
- Гайки круглые
- Гайки с фланцем
- Гайки запрессовочные
- Гайки соединительные
- Дюбель гвоздь
- Дюбель для кровли
- Дюбель для пористого бетона KBT Sormat Сормат
- Дюбель с шурупом для фасадных работ KAT N
- Дюбель фасадный для теплоизоляции
- Дюбель-гвоздь с полукруглой головкой
- Металлический дюбель для пористого бетона
- Нейлоновый дюбель NAT
- Универсальный дюбель
- DIN 442
- DIN 443
- DIN 906
- DIN 908
- DIN 909
- DIN 910
- DIN 7604
- Заглушка для отверстий круглая пластмассовая RACO
- Заглушка пластиковая АК для монтажа шин
- DIN 5586
- DIN 3404 Ниппель смазочный плоский
- Стержень резьбовой abc по DIN 1052 для деревянных конструкций
- Кровельные саморезы
- Саморезы по дереву
- DIN 95
- DIN 96
- DIN 97
- DIN 571
- DIN 968
- DIN 7504 K
- DIN 7971
- DIN 7972
- DIN 7973
- DIN 7976
- DIN 7981
- DIN 7982
- DIN 7983
- DIN 7995
- DIN 7996
- DIN 7997
- DIN 18182
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Шуруп саморез для гипсокартона SF (по гипсу)
- Шуруп саморез HOBAU с редкой резьбой
- Шуруп саморез JPMT сверлоконечный с широкой плоской головкой
- Шуруп-саморез GS с петлей (кольцом)
- Шуруп регулировочный KAR с потайной головкой и шлицем TORX
- Шуруп дюбель нейлоновый KBR
- Шуруп саморез кровельный KRS, с буром или без, шестигранная головка
- Шуруп LI для крепления тонких листов, с буром и без
- Шуруп-саморез универсальный KK
- Шуруп-саморез универсальный LK
- Шуруп-саморез универсальный UK
- Шуруп универсальный с потайной головкой
- Шуруп универсальный с полукруглой головкой
- Шуруп универсальный с полукруглой головкой TORX
- Шуруп универсальный с потайной головкой TORX
- Шуруп с петлей стальной оцинкованный
- Саморез кровельный остроконечный
- Шуруп-крючок с полупетлей
- Шуруп-саморез с крючком L-образным
- Шуруп-саморез оконный, самосверлящий
- Шуруп мебельный с плоской головкой и внутренним шестигранником под ключ
- Шуруп-стяжка мебельный для ДСП
- Шуруп-винт мебельный
- Винт-шуруп STS к хомутам
- Шуруп-саморез SPAX универсальный
- Шуруп-саморез SPAX D для деревянных террас
- Шуруп-саморез SPAX M для древесноволокнистых плит MDF и ДСП
- Шуруп-анкер SPAX RA для рамных конструкций
- Шуруп-саморез SPAX для крепления массивных деревянных полов
- Шуруп-саморез SPAX для крепления деревянных конструкций
- Шуруп накладной оконный самосверлящий FEX-KS
- Шуруп монтажный FEX-P
- Шуруп жалюзный самонарезающий остроконечный FEX-RS
- Шуруп-сверло оконный FEX-A
- Саморез регулировочный для деревянных поверхностей (оконных и дверных коробок)
- Саморез усиленный для сэндвич панелей (для слоистых панелей)
- Саморез для сэндвич панелей
- Саморез регулировочный для бетонных (кирпичных) поверхностей
- Саморез потолочный с крестообразным шлицем
- Саморез для сантехнического оборудования с шестигранной головкой
- Саморез кровельный с буром
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Саморез для гипсокартона с обратной частой резьбой
- Саморез для гипсокартона с обратной редкой резьбой
- Саморез для гипсокартона с частой резьбой с буром
- Саморез для гипсокартона с редкой резьбой
- Саморез флюгель с буром Flygel
- Саморез универсальный с полукруглой головкой torx
- Саморез универсальный с потайной головкой TORX
- Саморез универсальный с потайной головкой
- Саморез универсальный с полукруглой головкой
- Саморез клоп для тонких листов металла с буром
- DIN 7976 C
- DIN 7976 F
- DIN 7981 C
- DIN 7981 F
- DIN 7982 C
- DIN 7982 F
- ISO 1479
- ISO 15480
- ISO 15481
- ISO 15482
- Шайба WIDE кузовная, плоская, увеличенная
- Шайба DD стопорная с наружными и внутренними зубьями
- Шайба контактная
- Шайба EPDM с уплотнением, с резиновой прокладкой
- Шайба HV плоская, оцинкованная, закалённая
- Шайба Twin Lock
- Шайба упорная
- Шайба строительная
- Шайбы NORD-LOCK
- DIN 70952
- DIN 93
- DIN 125
- DIN 126
- DIN 127
- DIN 128
- DIN 137
- DIN 432
- DIN 433
- DIN 434
- DIN 435
- DIN 436
- DIN 440
- DIN 462
- DIN 463
- DIN 470
- DIN 988
- DIN 1052
- DIN 1440
- DIN 1441
- DIN 2093
- DIN 5406
- DIN 6796
- DIN 6319
- DIN 6340
- DIN 6797
- DIN 6798
- DIN 6913
- DIN 6916
- DIN 6917
- DIN 6918
- DIN 7349
- DIN 7603
- DIN 7980
- DIN 7989
- DIN 9021
- Шайбы Starlock
- Шайбы плоские
- Шайбы профильные
- Шайбы увеличенные
- DIN 988
- DIN 125 форма A
- DIN 125 форма B
- DIN 6797 форма I
- DIN 6797 форма V
- DIN 6798 форма I
- DIN 6798 форма А
- DIN 6798 форма V
- EN 14399-6
- EN 16983
- ISO 8738
- Шайбы зубчатые
- Шайбы медные
- Шайбы пружинные
- Шайбы стопорные
- VH Sormat
- VSS Sormat
- VKS Sormat
- KEVA Sormat
- DIN 975
- DIN 525
- DIN 835
- DIN 938
- DIN 939
- DIN 975
- DIN 940
- DIN 976
- DIN 6332
- Шпонки клиновые
- Шпонки сегментные
- Шпонки призматические
- DIN 6887
- DIN 6888
- DIN 6885
- DIN 6880
- DIN 6884
- DIN 1
- DIN 7
- DIN 258
- DIN 1444
- DIN 1477
- DIN 1476
- DIN 1475
- DIN 1474
- DIN 1471
- DIN 1472
- DIN 1473
- DIN 1481
- DIN 7346
- DIN 7343
- DIN 7344
- DIN 7977
- DIN 7978
- DIN 7979
- Штифты выдвижные
- DIN 1433
- DIN 1434
- DIN 1435
- DIN 1436
- DIN 1443
- DIN 1469
- DIN 1470
- ISO 2339
- ISO 2341
- ISO 8736
- ISO 8737
- ISO 8742
- ISO 8744
- ISO 8745
- Шуруп саморез кровельный
- DIN 7995
- DIN 7996
- DIN 95
- DIN 96
- Шуруп сверлоконечный Flugel
- Шуруп с L- образным крючком
- DIN 97
- DIN 571
- Шуруп с винтом Norfi
- Шуруп с винтом мебельный
- Шуруп крючок
- Шуруп с петлёй
- Шуруп самонарезающий универсальный
- Шуруп фасадный
- Мебельный шуруп стяжка
- Cамонарезающий шуруп
- Шуруп мебельный
- Шуруп болт
- Шурупы по дереву
- Шурупы саморезы
- Дюбель шуруп
- ГОСТ 9870-61
- Гвоздь-шуруп ЧЕРТЕЖ 7811-7071
- Гвоздь финишный ЧЕРТЕЖ 7811-7035
- Гвоздь ЧЕРТЕЖ 7811-7102 большая шляпка
- ГОСТ 4029-63
- Гвоздь строительный ЧЕРТЕЖ 7811-7075
- Гвоздь ершеный ЧЕРТЕЖ 7811-7120
- Гвоздь ершеный ЧЕРТЕЖ 7811-7038
- Гвоздь винтовой ЧЕРТЕЖ 7811-7335
- Гвоздь винтовой ЧЕРТЕЖ 7811-7070
- ГОСТ 4028-63
- DIN 68163
- Подшипники RKB
- Подшипники ГОСТ
- Подшипники Koyo
- Подшипники Timken
- Подшипники INA
- Подшипники FAG
- Подшипники NTN
- Подшипники SKF
- Подшипники SNR
- Подшипники NSK
- Самоустанавливающиеся подшипники
- Радиальные роликовые подшипники
- Подшипник сферический
- Подшипник игольчатый
- Конические подшипники
- Радиально-упорные шариковые подшипники
- Упорно шариковые подшипники
- Радиальный подшипник
- Комбинированные подшипники
- Подшипник генератора
- Подшипник кондиционера
- Подшипники качения
- Упорный роликовый подшипник
- Радиальные шариковые подшипники
- Канаты
- Цепи
- Буксировочные ремни
- Комплектующие к стропам
- Карабины
- Захваты
- Лебедки
- Ломы такелажные
- Рым-болты
- Рым-гайки
- Скобы
- Поворотные рым-болты
- Страховочные системы
- Динамометры и весы
- Тали
- Домкраты
- Зажимы
- Стропы
- Тележки, столы и штабелеры ручные
- Стяжные ремни
- Вертлюги
- Талрепы
- Хомут пластиковый
- DIN 3016
- DIN 3017
- DIN 3567
- DIN 3570
- Mini-шланговый хомут
- EURO 9 W1 Хомут для шланга
- AMERICAN 8 W1 Хомут для шланга
- GBS / SGB W1 Хомут для шланга
- Сантехнические хомуты
- DIN 3021
- DIN 4109
- Анкеры
- Болты
- Винты
- Гайки
- Гвозди
- Дюбели
- Заклепки
- Инструмент и оснастка
- Кабельная продукция
- Кольца стопорные
- Металлоконструкции
- Подшипники
- Пробки резьбовые
- Проход для кровли
- Саморезы
- Такелаж
- Хомуты
- Шайбы
- Шпильки резьбовые
- Шпильки приварные, ГОСТ
- Шплинты
- Шпонки
- Штанги
- Штифты
- Шурупы
- Антивандальный крепеж
- Крепеж для домостроения
- Мебельная фурнитура
- Мебельный крепёж
- Монтажный крепеж
- Перфорированный крепеж
- Промышленная фурнитура
- Строительный крепеж
- Нестандартные изделия