


Пассивация стали. Защита от коррозии
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
На металлической поверхности создаётся тонкий защитный слой, который обычно состоит из оксидов, солей или других продуктов взаимодействия материала с воздухом или водой. У атомов в этом слое снижена склонность к химическим реакциям с окислителями, что препятствует дальнейшей коррозии. Неактивная плёнка выполняет роль буфера между сталью и средой, предотвращающего дальнейшее разрушение более глубинных слоёв металла. При этом важно, чтобы она была равномерной и стабильной. Пассивированный слой может быть самовосстанавливающимся. То есть при нарушении верхнего, обработанного слоя материала его структура и свойства будут воспроизводится без дополнительных операций со стороны человека. Это обеспечивает максимально эффективную защиту. Однако бывают ситуации, когда частицы среды успевает проникнуть в структуру материала до "самозалечивания" защитной плёнки. Если это произошло, будет появляться ржавчина и разрушение. Такой последовательностью событий могут объясняться случаи поражения ржавчиной нержавейки.
На производстве широко используются два метода пассивации стали: химический и электрохимический. Первый метод основан на обработке поверхности химическими реагентами, которые способствуют формированию пассивной пленки. Второй метод – электрохимическая пассивация. Он включает применение электрического тока, чтобы создать аналогичный эффект. Это происходит путем погружения стали в электролит и создания электрической цепи. Оба варианта позволяют получить надёжное защитное покрытие и продлить срок службы стального изделия.
Выбор между этими методами зависит от конкретных условий, в которых выполняются работы, и дальнейшей эксплуатации детали. Некоторые виды стали подвержены самопассивации, то есть процесс происходит автоматически при контакте с окислителем (в основном это кислород). Обычно требуется
присутствие в составе присадок, в первую очередь хрома. Он либо представлен в расплаве как легирующая добавка, либо наносится на поверхность в ходе цинкования или другой подобной обработки.
Пассиватор может быть представлен в виде ванны с жидкостью для погружения, спрея или геля для местной обработки. Последние варианты широко применяются для восстановления участков, где нарушен исходный защитный слой – например, чрезвычайно важно обрабатывать сварные швы, так как антикоррозийные свойства нержавейки там подавлены.
Прежде чем приступить к процедуре, поверхность стали подвергается тщательной очистке с использованием абразивных материалов. После этого следует обезжиривание, для которого применяется кальцинированная сода или едкий натр. Качество очистки важно, так как даже незначительные загрязнения могут повлиять на качество формирования защитной плёнки. Остатки химикатов и абразивов смываются под напором струями горячей и холодной воды.Швы могут быть дополнительно протравлены для снятия повреждённого материала. Далее осуществляется процесс пассивации: на поверхность наносится специально подобранный состав. Обычно это кислоты. Пассивируемая конструкция выдерживается в них в течение определённого времени, рассчитанного с учётом габаритов, марки стали и других характеристик. После этого используется кальцинированная сода для нейтрализации химических реагентов. Поскольку химическая реакция происходит быстро и идёт вглубь, чтобы её остановить, необходимо нейтрализовать пассиватор кальцинированной содой и смыть все вещества с изделия водой, просушить. Напоследок на производстве должен проводиться контроль качества (также с помощью химикатов).
В качестве примера можно привести воронение.
Общая схема аналогичная – с той разницей, что используется электролит и специальное оборудование. Наряду с анодированием может применяться катодный метод. Важно не допускать перепассивации. На участках, где она произошла, защитный свойства снижаются.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
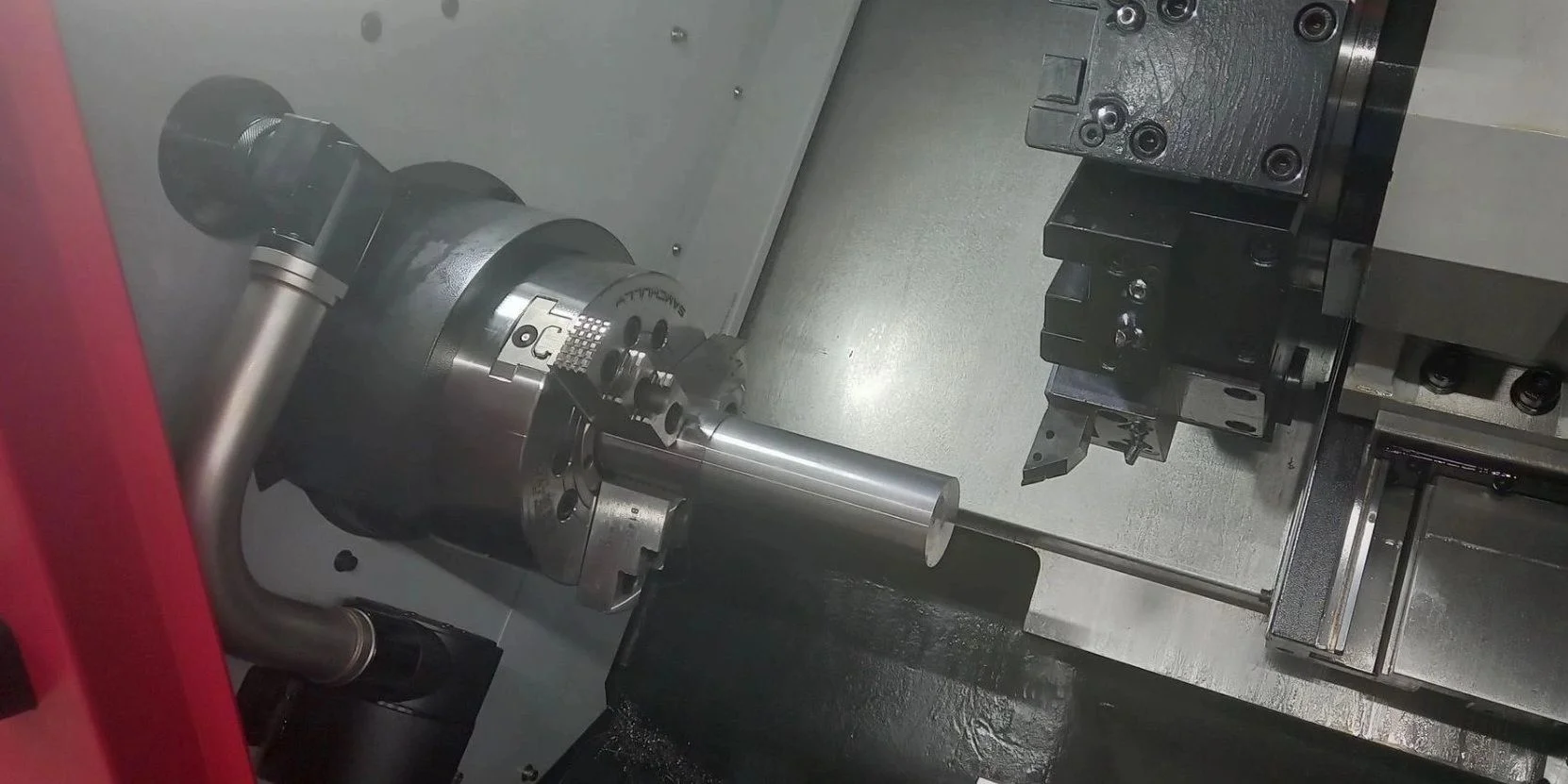
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}