


Покрытие кадмием металлических изделий на производстве
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Достаточной устойчивостью наряду с цинком обладает кадмий. Этот вариант покрытия значительно более дорогостоящий и ядовитый на этапе производства, зато обладает преимуществом в виде большей стойкости, в частности в солёной воде. Поэтому кадмирование активно используется для решения специфических задач морского судостроения – например, для защиты некоторых деталей приборов. А также кадмий применяется в других отраслях, когда необходимы метизы, адаптированные к условиям, с которыми плохо справляется цинк.

Помимо солёной воды к ним относятся тропический микроклимат, повышенное содержание индустриальных загрязнений в воздухе. Однако к нефти и сере устойчивость отсутствует. Декоративное преимущество кадмиевого покрытия заключается в красивом золотистом цвете после дополнительной обработки – хроматирования, то есть создания тонкой оксидной плёнке в результате воздействия хромовой кислоты. Если деталь кадмируется на промежуточном этапе, то для дальнейшего производства немаловажно, что покрытие не мешает сварке и пайке, хорошо переносит механическую деформацию объектов, на которых находится. Важно это и для продукции, которая в процессе эксплуатации должны сохранять гибкость, как пружины.
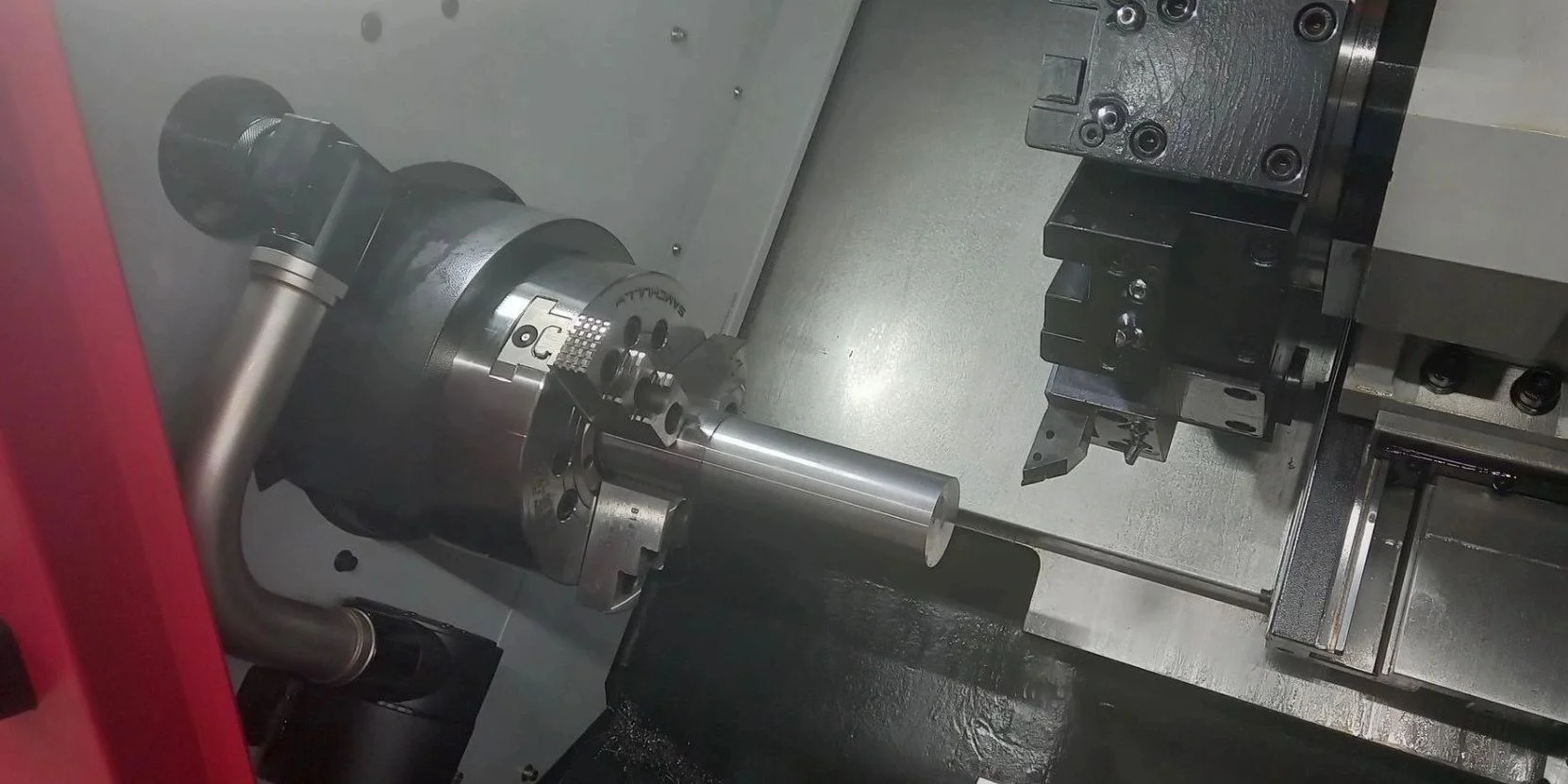
Кадмирование металлических изделий выполняется обычно гальваническим методом. Металлическая поверхность покрывается слоем другого металла с помощью электролиза. В этом процессе используется электрический ток для переноса металлических ионов из одной точки в растворе к другой точке, где они оседает на поверхности детали. Таким образом образуется равномерный и прочный слой кадмий. Он составляет 12-40 мкм. Этот показатель указывается в маркировке кадмированного материала.

Изделия должны быть тщательно подготовлены, чтобы обеспечить хорошую адгезию кадмиевого покрытия. Этот этап включает абразивную и химическую очистку поверхности от загрязнений и окислов, обезжиривание. Отдельно химикатами может быть удалена окалина. Далее метизы размещаются на креплениях для погружения в электролитную ванну. Электролит может относиться к одному из трёх типов (пирофосфатный, аммиакатный или цианистый) и содержит кадмиевые соли и ряд примесей. Изделия и анод погружаются в раствор. Через систему подаётся электрический ток, и кадмиевые ионы переносятся на поверхность. Затем продукцию извлекают, промывают и просушивают, подвергают дополнительной обработке – например, поверх кадмиевого слоя может выполняться цинкование.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}