


Анодирование металлов на производстве, черное анодирование метизов, крепежа и металлоизделий
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Инертная оксидная плёнка предохраняет металл от коррозии (образования ржавчины, окисления), в определённых пределах – и от мелких механических повреждений, что повышает надёжность и долговечность продукции. Главным условием является отличная адгезия (сцепление с базовым металлом) и сплошная структура покрытия. Если плёнка пористая, то она не в состоянии существенно повысить коррозионную стойкость металла. Также данный вид обработки позволяет добиться красивых разноцветных оттенков, внешней привлекательности. Ещё одно интересное и полезное свойство оксидного слоя – его низкая токопроводность.
Анодирование чаще всего применяется к алюминию и его сплавам, поскольку оптимально по цене, безопасности и приобретаемым свойствам. Анодирование алюминия широко применяется в различных отраслях промышленности – при изготовлении всевозможной техники, стройматериалов, домашней утвари, комплектующих для автомобилей и других машин вплоть до аэрокосмического оборудования. Также это практически обязательный этап при производстве изделий из титана - данный материал очень хорошо откликается на анодирование, значительно выигрывая в плане прочности и внешнего вида. Неплохие результаты показывает тантал. Другие металлы, такие как медь, магний, также могут подвергаться анодированию, но это менее распространено, поскольку требует неоправданно больших затрат, нецелесообразно по результативности, цене, вредоносности производства для здоровья и окружающей среды. Стальная продукция тоже плохо подвержена процессу образования оксидной плёнки. Если его всё же необходимо произвести, приходится предварительно никелировать поверхность. Серебро, бронзу оксидируют в основном в чисто декоративных целях (состаривают).
Основной процесс – осаждение на метизе оксидов, находящихся в специальной жидкости (электролите), при подключении электрического тока. Первым делом анодируемый металлический объект очищают от любых посторонних субстанций, удалить уже существующие оксиды и следы разрушений. Это делают с помощью воды, моющих средств, кислот и щелочей, лёгкого травления. Деталь могут отполировать, если необходима блестящая, зеркальная поверхность. Полностью чистое и обезжиренное изделие отправляется непосредственно на анодирование. Оно включается в цепь в качестве анода. Функцию катода выполняет деталь из других материалов – например, графитовая, свинцовая или из нержавейки. Оба электрода погружаются в электролит. Его состав варьируется в зависимости от обрабатываемого материала, конкретной технологии. Для алюминиевых деталей чаще всего применяется раствор на основе серной кислоты. Но есть и другие варианты, например хромовая кислота. Подключается ток (его показатели, как и время обработки, регулируются в зависимости от параметров обрабатываемого объекта и поставленных задач, в случае с алюминиевым деталями обычно используется диапазон 30-300 Ампер). Дополнительно может выполняться нагрев до различных температур. Рост температуры происходит естественным образом, поэтому контроль температуры заключается скорей в регуляции работы охлаждающих устройств. На этом этапе оксидные ионы из раствора переходят на анод, получающий положительный заряд.
Создание пористой плёнки на алюминиевой продукции имеет смысл в первую очередь для придания поверхности цвета (помимо естественной расцветки побежалости). За счёт такой структуры хорошо закрепляется пигмент при условии, что его молекулы достаточно малы, чтобы встроиться в ячейки анодированной плёнки. Процесс окрашивания может выполняться несколькими способами - химическим, электролитным, комбинированным. В финале покрытие обычно уплотняют, герметизируют оставшиеся открытыми поры. С этой целью продукцию могут помещать в разогретую жидкость или насыщенный пар. Для алюминиевых метизов используют деионизированную воду, растворы солей никеля и кобальта, натриевые или калиевые бихроматы, а также ацетат аммония.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
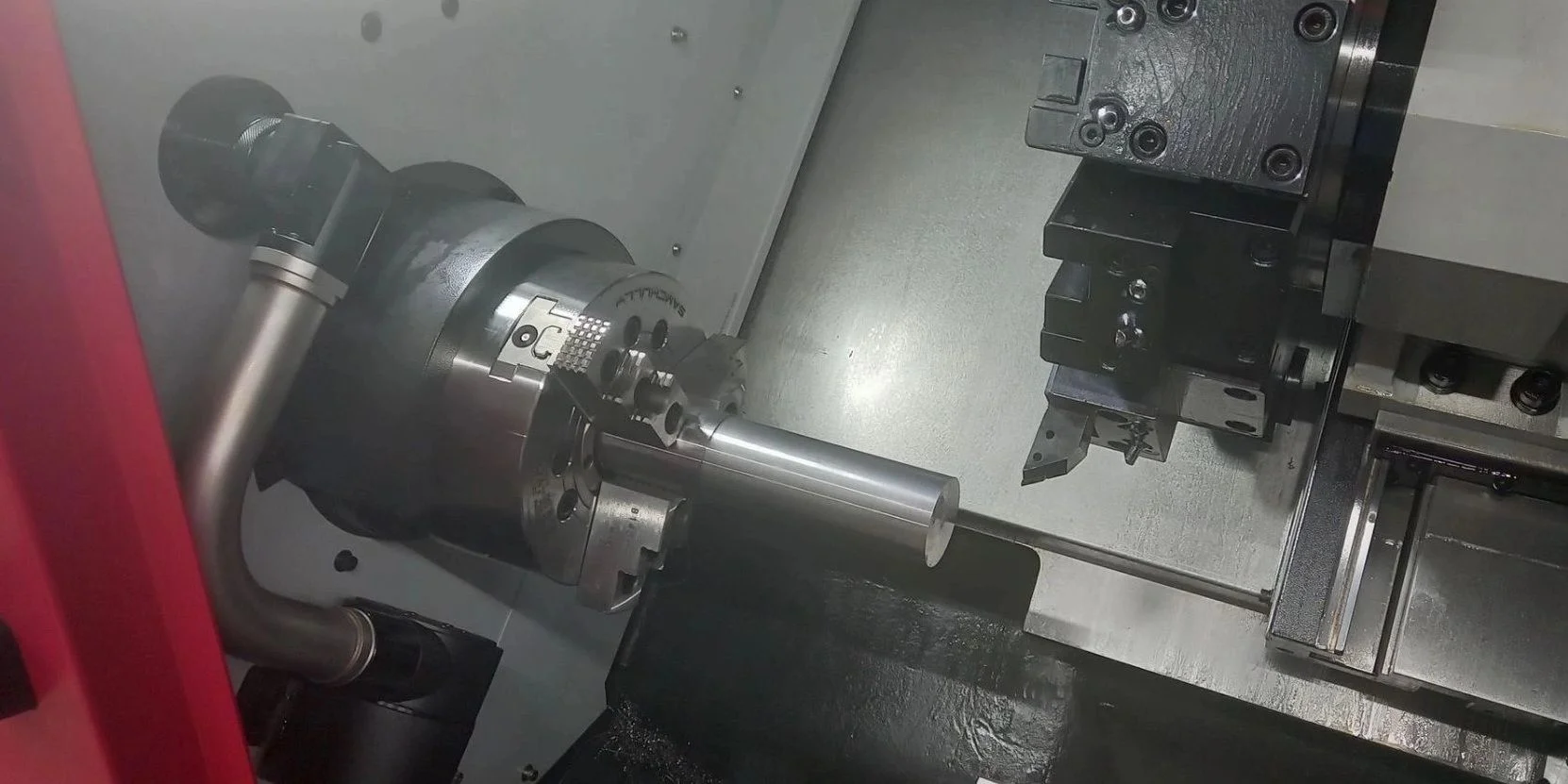
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}