


Изотермический и полный отжиг крепежа, метизов, изделий из стали в Санкт-Петербурге
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Отжиг представляет собой процесс термической обработки стальных заготовок и деталей, который осуществляется при строго определенных температурах. Эта процедура играет ключевую роль в улучшении свойств металла, таких как его прочность и пластичность. Правильный отжиг позволяет добиться оптимальной структуры материала, что в свою очередь повышает его долговечность и устойчивость к внешним воздействиям.
Для улучшения качества металла и повышения его эксплуатационных характеристик применяется процесс термообработки. Он позволяет стабилизировать структуру, снижать твердость и устранять внутренние напряжения, что в свою очередь облегчает обработку и увеличивает устойчивость готовых изделий к деформациям.
Компания «Трайв» предлагает разнообразный крепеж и метизы, используя передовые методы термообработки, такие как полный отжиг стали, закалка и отпуск. Эти технологии способствуют значительному улучшению эксплуатационных свойств продукции.
Мы производим высококачественную продукцию для различных отраслей, включая промышленность, энергетику и коммунальное хозяйство, строго следуя стандартам ГОСТ, ISO и DIN, а также учитывая требования наших клиентов.
Процесс отжига имеет несколько ключевых этапов. В ходе механической обработки стальные заготовки и сплавы подвергаются различным воздействиям, таким как растяжение и сжатие. Эти процессы изменяют структуру металла, увеличивая его твердость и снижая пластичность.
Отжиг — это процесс, который восстанавливает и улучшает характеристики материалов. Он применяется к различным видам углеродистых и легированных сталей, чугунам и сплавам цветных металлов. Как и закалка с отпуском, отжиг включает в себя последовательные этапы: нагрев, выдержку и охлаждение, осуществляемые при строго определённых температурных режимах и скоростях. Этот метод позволяет добиться оптимальных свойств металлов, обеспечивая их долговечность и надёжность в эксплуатации.
Выбор метода и режима термообработки зависит от химического состава материала, а также от типа и условий эксплуатации изделий. Существует два основных вида отжига, которые различаются по степени влияния на металлическую структуру: отжиг I рода и отжиг II рода.
Методы отжига классифицируются на различные подвиды, каждый из которых обладает уникальными характеристиками и областями применения.
Этот процесс восстанавливает равновесие в структурном состоянии металла, не прибегая к фазовой перекристаллизации.
Термическая обработка применяется для стальных деталей и изделий, которые подвергались механическим нагрузкам или длительному воздействию высоких температур. Этот процесс позволяет устранить наклеп, снизить твердость и улучшить пластичность, а также ударную вязкость материалов. Обработка осуществляется при температурах, как выше, так и ниже уровня рекристаллизации, что способствует улучшению свойств стали и повышению её долговечности.
В таблице представлены основные типы отжига сталей первого рода и их ключевые особенности.
|
Вид отжига |
Применение |
Режимы обработки |
Результат |
|---|---|---|---|
|
Диффузия (гомогенизация) |
Для заготовок из легированной стали |
1. Нагрев до +1200 °C. 2. Выдержка в течение 15-20 часов. 3. Быстрое охлаждение до + 800 °C. Дальнейшее медленное охлаждение на воздухе. |
Позволяет снизить внутрикристаллитную неоднородность, которая может привести к трещинообразованию, и слоистому излому. Пластичность и вязкость становятся выше. |
|
Рекристаллизация
|
Для стальных заготовок, полученных путем холодной штамповки, прокатом или волочением |
1. Нагрев до +680…+740 °C (зависит от содержания углерода). 2. Выдержка 0,5-1,5 часа. 3. Медленное охлаждение до комнатной температуры. |
Способствует равновесному состоянию структуры металла по всей площади и снятию наклепа.
|
|
Для снятия напряжения |
Для отливок, заготовок после резки и сварных изделий, включая ходовые винты и зубчатые колеса. |
1.Нагрев до +570…+700 °C. 2. Выдержка 2-3 часа. 3. Охлаждение |
Снимает внутренние напряжения металла. Для деталей с минимально допустимыми отклонениями по форме и размерам может использоваться после каждой операции механической обработки. |
Для повышения обрабатываемости легированных хромистых и хромоникелевых сталей используется низкотемпературный отжиг, который также называют высоким отпуском. Этот процесс требует строгого соблюдения технических норм и точности.
Процесс включает в себя постепенный нагрев металла до температурного диапазона от +600 до +680 °C. Затем следует выдержка, продолжающаяся от 2 до 8 часов, чтобы обеспечить полное прогревание материала. Завершающим этапом является медленное охлаждение, что позволяет избежать внутренних напряжений и улучшить свойства металла.
В результате процесса твердость материала снижается, в то время как вязкость, прочность и удлинение значительно увеличиваются.
Этот вид отжига сталей характеризуется фазовой перекристаллизацией при температурах, превышающих критические значения. Этот процесс может частично или полностью изменять структуру и свойства материала.
Технология значительно облегчает последующую механическую обработку, включая процессы резки, волочения и другие операции.
С учетом таких факторов, как температура нагрева, время выдержки и охлаждения, выделяют несколько типов отжига с фазовой перекристаллизацией:
Полный отжиг. Этот метод применяется для обработки поковок, сортового проката и сложных отливок из углеродистых и легированных сталей.
Заготовки подвергаются нагреву на 30-50 °C выше критических температур, что способствует формированию мелкозернистой аустенитной структуры. Это улучшает вязкость и пластичность материала. Процесс охлаждения и его скорость зависят от состава стали, а нормализация происходит в воздухе.
Такой подход особенно эффективен для стальных заготовок и деталей с углеродом более 0,8%, значительно улучшая их характеристики при механической обработке.
Температура нагрева достигает критического уровня в диапазоне 750-770 °C, превышая его на 10-30 °C. Это приводит к полной рекристаллизации материала, в результате чего пластинчатый феррит преобразуется в сферическую форму. После этого заготовки охлаждают до 600 °C в течение 2-2,5 часов с темпом 60 °C в час. Завершающим этапом является естественное остывание и нормализация на воздухе.
Метод характеризуется резким снижением температуры ниже критической отметки с последующей выдержкой до 6 часов. Этот процесс способствует превращению аустенита в перлит. Завершающее охлаждение осуществляется при комнатной температуре.
Изотермический отжиг значительно ускоряет термическую обработку, обеспечивая получение заготовок с однородной структурой на всей площади сечения.
Нормализация, являющаяся промежуточным этапом между отжигом и закалкой, широко применяется в машиностроении. Этот процесс включает полную перекристаллизацию, что позволяет изменить структуру материала после таких операций, как ковка, штамповка, литье и прокатка.
Нормализация сталей, как доэвтектоидных, так и заэвтектоидных, значительно улучшает их характеристики: хрупкость уменьшается по сравнению с закалкой, а твердость, напротив, возрастает.
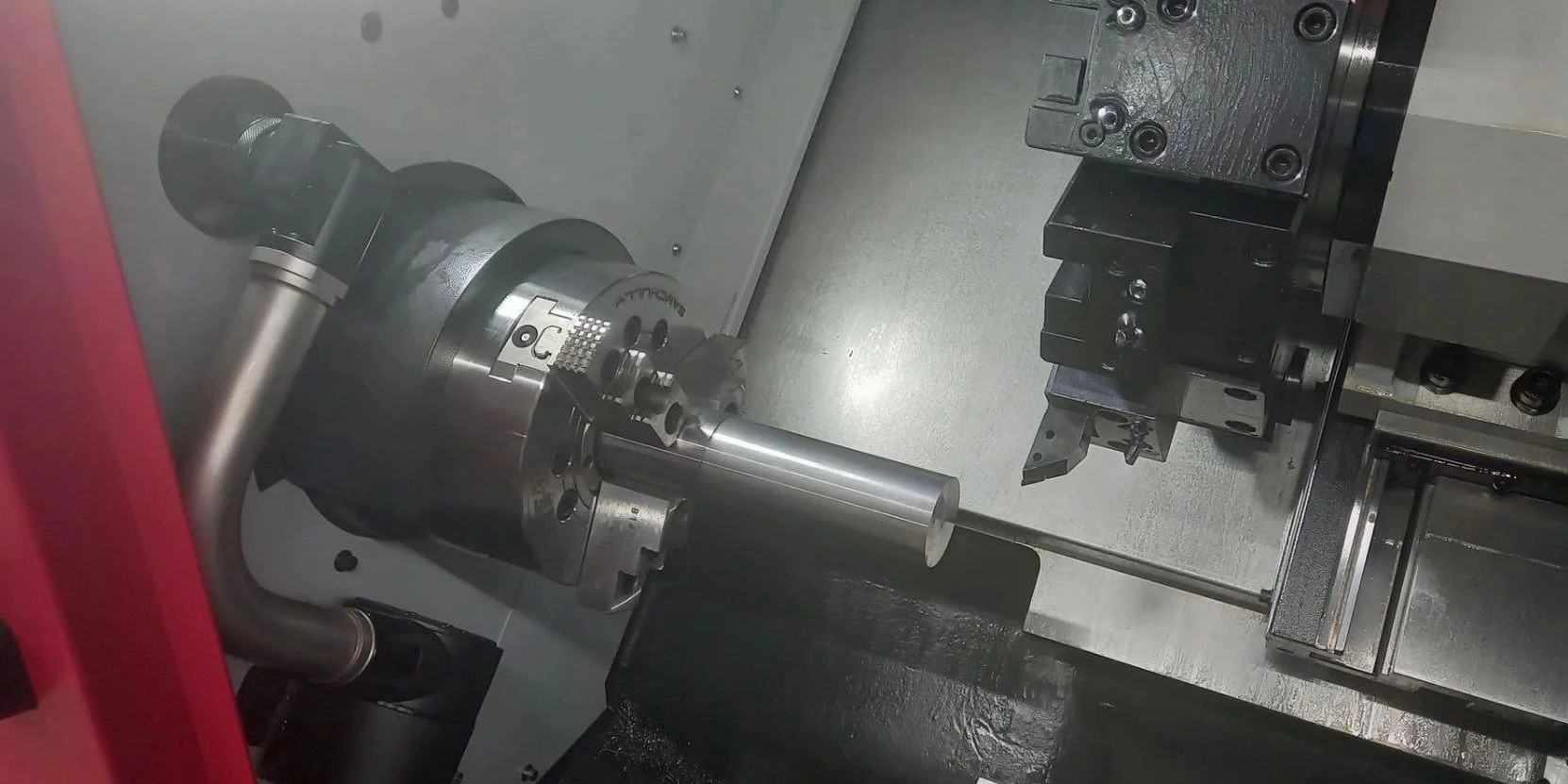
Компания «Трайв» рада предложить услуги по производству крепежа и метизов из легированных, жаропрочных и нержавеющих сталей. Мы также осуществляем термическую обработку, чтобы повысить качество и эксплуатационные свойства ваших изделий.
Современное оборудование на нашей производственной площадке в сочетании с высоким уровнем квалификации сотрудников обеспечивает строгое соблюдение технологических процессов и температурных режимов при отжиге, закалке и отпуске. Автоматизация этих процессов позволяет нам снизить затраты и гарантировать высокое качество конечной продукции.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}