


Производство металлических пробок
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
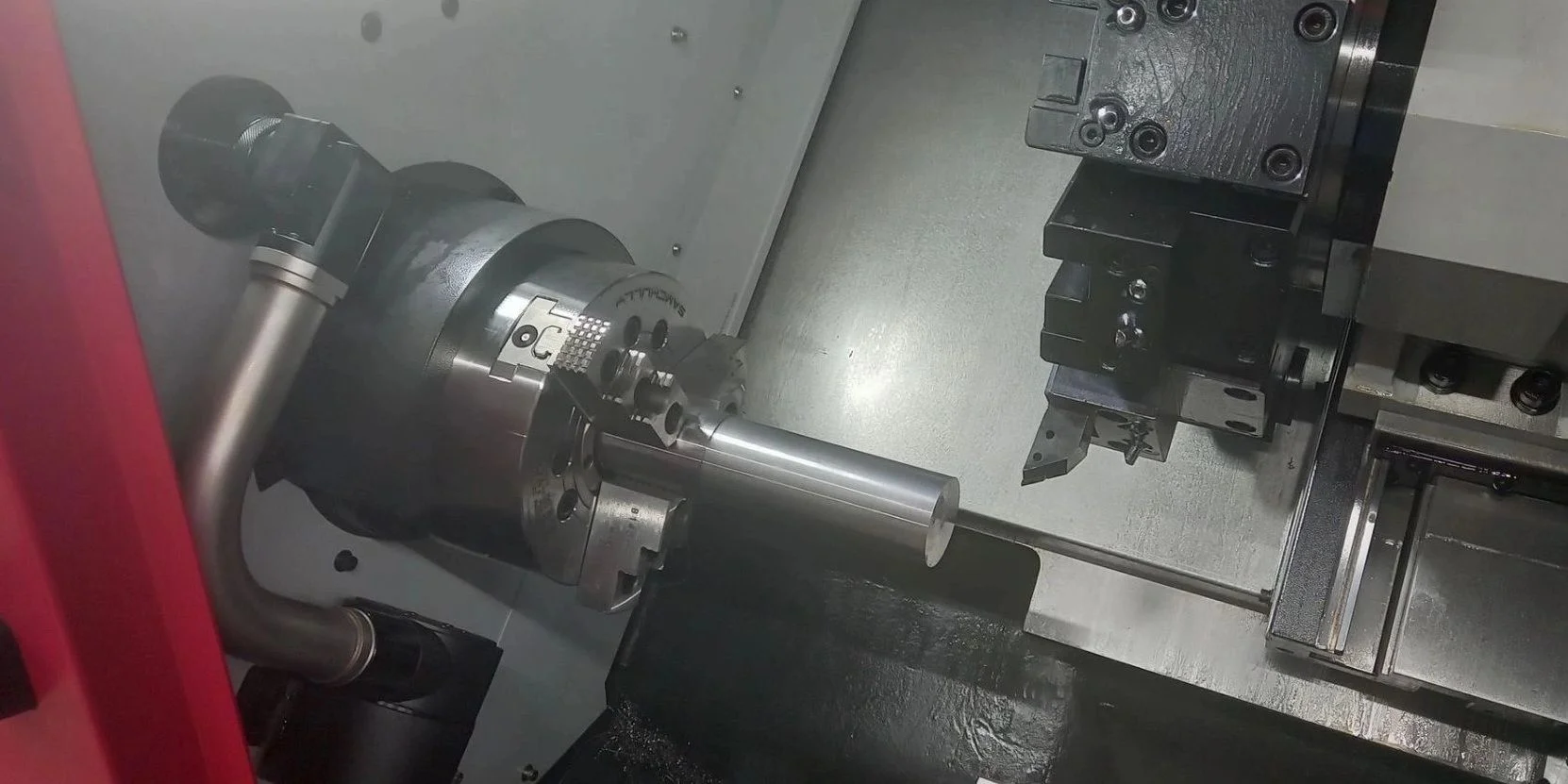
Изготовление таких пробок - сложный технологический процесс, который требует специализированного оборудования и навыков. В данной статье мы рассмотрим процесс изготовления металлических пробок на производственном заводе.
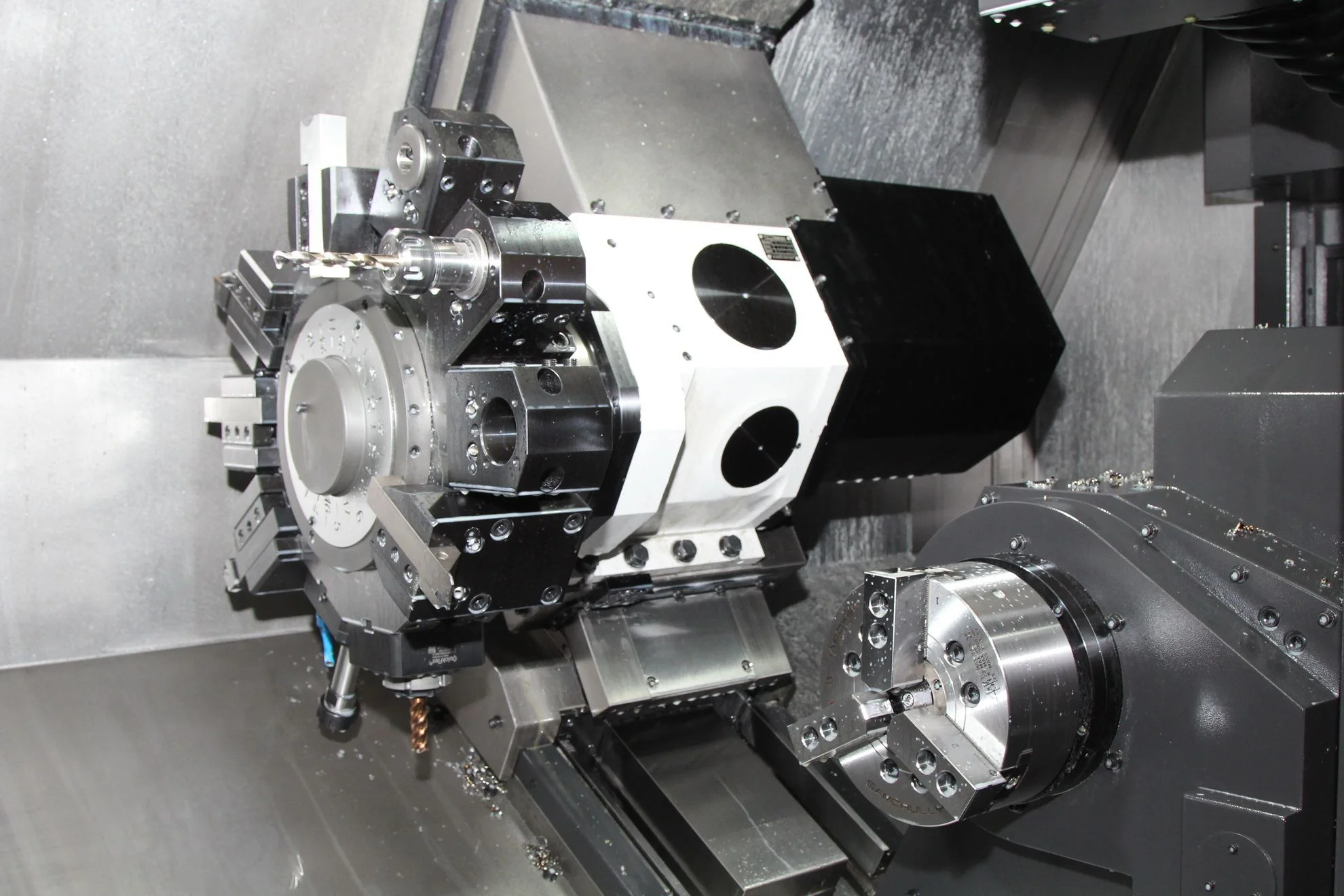
Процесс изготовления металлических пробок начинается с подготовки металлического материала, чаще всего стального листа. Из этого материала вырезают заготовки нужного диаметра с помощью специализированного оборудования, такого как лазерная резка или штамповка. Затем происходит точение или вытачивание заготовки с одной стороны для создания резьбовой части.
Вытачивание - это процесс удаления лишнего материала с заготовки, чтобы придать ей нужную форму и размеры. В случае металлических пробок, вытачивание осуществляется на токарных станках с использованием режущих инструментов. Резьбовая часть пробки создается путем нарезания резьбы на вытачиваемой поверхности. Это позволяет пробке плотно закручиваться на горлышко бутылки или другую упаковку.
Изготовление подразумевает соблюдение строгих стандартов качества. Производители обязаны контролировать каждый этап производства, чтобы обеспечить надежность и безопасность продукции. Калибр, диаметр, резьба, материал - все эти параметры должны соответствовать установленным нормам.
Металлические пробки находят широкое применение в пищевой, химической и фармацевтической промышленности. Они обеспечивают герметичность и сохранность продукции, предотвращая проникновение вредных веществ или влаги. Кроме того, металлические пробки могут быть использованы как элемент дизайна, добавляя эстетическую ценность упаковке.
Купить изделие можно на сайте компании “Трайв”. В каталоге компании представлен широкий ассортимент по доступной цене.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}