


Производство коленчатых валов
Автоматизированное оборудование, профессиональные компетенции, низкие цены

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Когда поршень поднимается и опускается в цилиндре двигателя, шатуны передают это движение на шейки коленчатого вала, заставляя его вращаться. Такой механизм играет важную роль в синхронизации работы клапанов двигателя, так как он управляет распределительным валом через зубчатый ремень или цепь. Это обеспечивает правильную последовательность открытия и закрытия клапанов для впуска свежего воздуха и выпуска отработанных газов, что оптимизирует процесс сгорания топлива.
Производство коленвалов зависит от типа, размера конструкции. Такие механизмы бывают строительные (для тяжелой техники), балансировочные (контрвесы и балансиры помогают гасить вибрации и улучшают плавность работы), спортивные или гоночные. Также детали с переменным фазовращением позволяют изменять углы фаз распределительного механизма в реальном времени. При этом используются сплавы из высокопрочной стали или чугуна, которые обладают необходимыми механическими свойствами, такими как прочность, износостойкость и стойкость к высоким температурам.
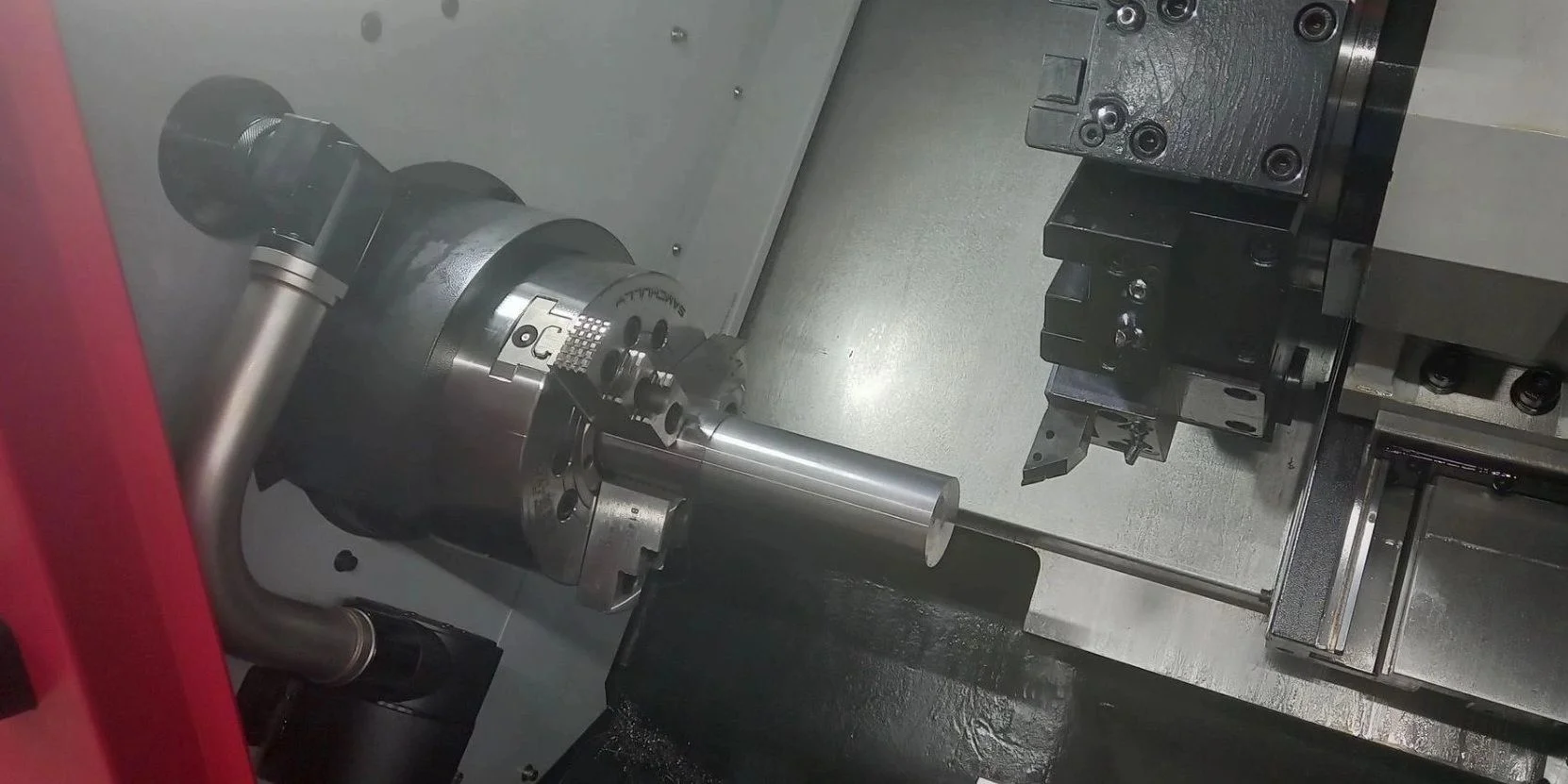
Заготовку раскраивают, нагревают до критической температуры, формуют ковкой или литьем. Далее она проходит через серию операций механической обработки, включая токарную обработку на станках, фрезерование, шлифование и сверление. В конце изделия шлифуются, полируются, обрабатываются хромированием, азотированием или термическим напылением для улучшения износостойкости и снижения трения. Также иногда применяется диамантоподобное покрытие (DLC) – тонкий слой, состоящий из углерода с аморфной структурой.
Специализированный производитель Трайв занимается изготовлением металлических изделий, крепежных элементов и разных коленвалов на заказ. Клиент может выбрать материал, количество и диаметр шеек, ход (расстояние в мм, на которое каждый поршень движется вверх и вниз в цилиндре), углы фаз. Также можно заказать нестандартные формы конструкции по собственным чертежам. Компания предлагает доставку, скидки на заказы больших партий. К тому же она может производить последующую термообработку (закалку, нормализацию, отжиг), позволяющую достичь требуемой прочности и устойчивости к нагрузкам.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}