


Фрезерование глухих и сквозных канавок на ЧПУ
Новейшее оборудование на производстве, низкие цены, работаем по вашим чертежам

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Такая обработка обеспечивает создание разнообразных выемок в заготовках из углеродистой и нержавеющей стали, сплавов цветных металлов и других материалов.
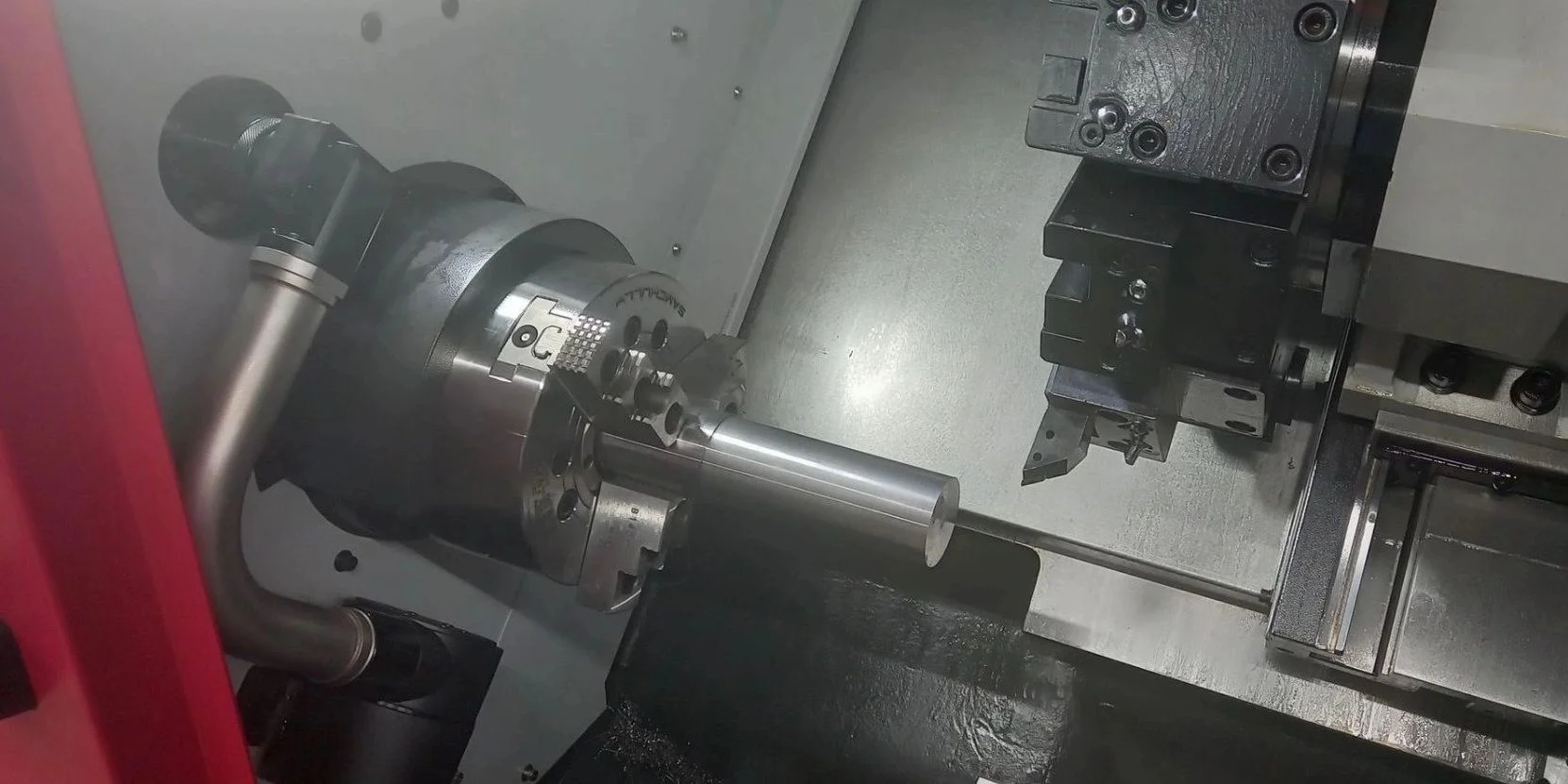
Компания «Трайв» оказывает услуги по фрезерованию канавок закрытого и открытого типа любого размера. Работа выполняется на высокотехнологичных обрабатывающих центрах ЧПУ, которые позволяют получать изделия с максимальной точностью и высокой чистотой поверхности.
Фрезерование канавок позволяет создавать глухие и сквозные узкие углубления в заготовках с помощью режущего инструмента. Одна из основных задач такого метода заключается в формировании особых элементов обрабатываемых деталей. Они могут быть декоративные или функциональные. Декоративные элементы образуют на поверхности различные узоры и улучшают внешний вид готовых изделий. Функциональные углубления используются в разных целях. Например, в качестве масляных каналов и посадочных мест для уплотнительных колец в гидравлических системах или для размещения проводки.
Фрезеровка также востребована при подготовке к следующим операциям на станках или обрабатывающих центрах с ЧПУ. Например, при разрезании заготовок на отдельные части предварительно делают глубокую канавку. Она обеспечивает более чистый рез, уменьшает площадь контакта с режущим инструментом и минимальный нагрев рабочей зоны.
По расположению на заготовках различают внешние и внутренние канавки. Каждый вид имеет свою технологию обработки и область применения. Внешние представляют собой углубления с наружной стороны заготовок. Они используются для улучшения визуальной привлекательности деталей или для выполнения определенных функции. При создании внешних выемок режущий инструмент располагается вне обрабатываемой заготовки.
Фрезерование внутренних углублений предусматривает изготовление выемок по внутреннему диаметру деталей или отверстий. Режущий инструмент располагают внутри заготовки. Такую технологию обработки применяют для получения канавок внутри труб или деталей цилиндрической формы. Они могут выполнять определенные функции (использоваться для размещения уплотнительных колец) или служат для подготовки к последующим операциям, в том числе к сверлению или растачиванию.
Различают сквозные (открытые), закрытые и глухие канавки. Выемки первого типа делают на всю ширину профиля. Закрытые могут быть ограничены с одной стороны (полуоткрытые) или с двух (глухие).
При изготовлении канавок в качестве режущего инструмента используют фрезы разного типа и диаметра. Оснастка подбирается с учетом формы и глубины выемок, а также свойств материала заготовок. Для прямоугольных сквозных применяют дисковые фрезы, пазовые или трехсторонние. Операция осуществляется за несколько проходов, а диаметр инструмента должен быть меньше ширины паза.
Сквозные канавки прямоугольного сечения можно также получать с помощью концевых фрез. Чтобы получить выемки нужного качества шпиндель станка должен вращаться в направлении, противоположном движению винтовых канавок инструмента.
Другие варианты углублений:
Количество режущих кромок инструмента подбирают с учетом твердости и других особенностей материала заготовок, требований к чистоте поверхности и технических возможностей оборудования. Правильная оснастка обеспечит своевременное и эффективное удаление стружки, позволит сократить время обработки и получить детали с минимальной шероховатостью без превышения допустимой нагрузки на станок.
По направлению нарезания относительно заготовок различают радиальные, осевые и угловые канавки. Каждый вид имеет свои нюансы изготовления и сферу применения.
Фрезерование радиальных канавок осуществляется перпендикулярно по отношению к оси обрабатываемых деталей. Такой тип располагается по окружности и применяется в качестве углублений для уплотнительных колец или для смазки. Возможность контроля при движении режущего инструмента позволяет создавать радиальные канавки, которые представлены разнообразием профилей и отличаются точными размерами. Используются в трубном металлопрокате, валах и других цилиндрических деталях.
Осевые канавки фрезеруют параллельно оси обрабатываемых изделий. Выемки обычно проходят по длине и востребованы при обработке стержней, валов и других тел вращения и деталей цилиндрической формы. Могут использоваться в случаях, когда требуется продольная канавка – шпоночная или канал для жидкости в гидравлических системах. При таком способе фрезеровка выполняется непрерывно по всей длине и за счет плавного резания обеспечивается максимальная чистота обработки поверхности.
При изготовлении угловых канавок перемещение режущего инструмента происходит под углом к оси заготовки. Такой способ востребован при обработке фасок, создании угловых элементов или заданных геометрических форм. Он обеспечивает достаточную гибкость металла, поэтому можно делать угловые пазы любой конфигурации с максимальной точностью. Угловая фрезеровка может также использоваться в декоративных целях.
Выбор технологии изготовления зависит от технических характеристик пазов и выемок – размера, формы и расположения относительно заготовки. Также учитывают материал обрабатываемых деталей и возможности оборудования.
На валах и других телах вращения для шпонок делают шпоночные канавки. Они относятся к осевым углублениям и могут быть сквозными (открытыми), закрытыми с одной стороны и глухими. Способ фрезеровки зависит от вида:
Чтобы получить качественные шпоночные канавки с высокими показателями точности, необходимо обеспечить ее параллельность и симметричность оси вала. Для этого фреза при обработке должна проходить точно по осевой линии вала без отклонений.
При производстве разверток, фрез и других инструментов с множеством режущих граней требуется нарезать угловые канавки на торцах, цилиндрических или конических поверхностях. Чтобы получить углубления заданных форм и размеров, необходимо подобрать правильное расположение заготовки относительно оснастки. Для фрезеровки применяют специальные угловые фрезы, у которых угол между режущими кромками равен углу профиля канавок на обрабатываемых заготовках. Могут использоваться одноугловые или двухугловые инструменты.
Изготовление сквозных и глухих канавок на станках и обрабатывающих центрах с ЧПУ существенно упрощает процесс обработки. При правильном подборе режущего инструмента и режима резания можно в короткие сроки получать детали с углублениями нужной формы и размера. При этом обеспечивается высокое качество поверхности.
Для оформления заказа по фрезерованию глухих и сквозных канавок позвоните или оставьте заявку на сайте. Наши специалисты с помощью программного обеспечения создают компьютерную модель индивидуально для каждой детали, а операторы обрабатывающих центров с ЧПУ контролируют процесс и гарантируют безупречный результат.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}