


Фрезерная обработка нержавеющей стали на ЧПУ, режимы резанья на фрезерном станке
Новейшее оборудование на производстве, низкие цены, работаем по вашим чертежам

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
Благодаря составу сплав отличается высокими показателями прочности и коррозионной стойкости, но относится к труднообрабатываемым материалам.
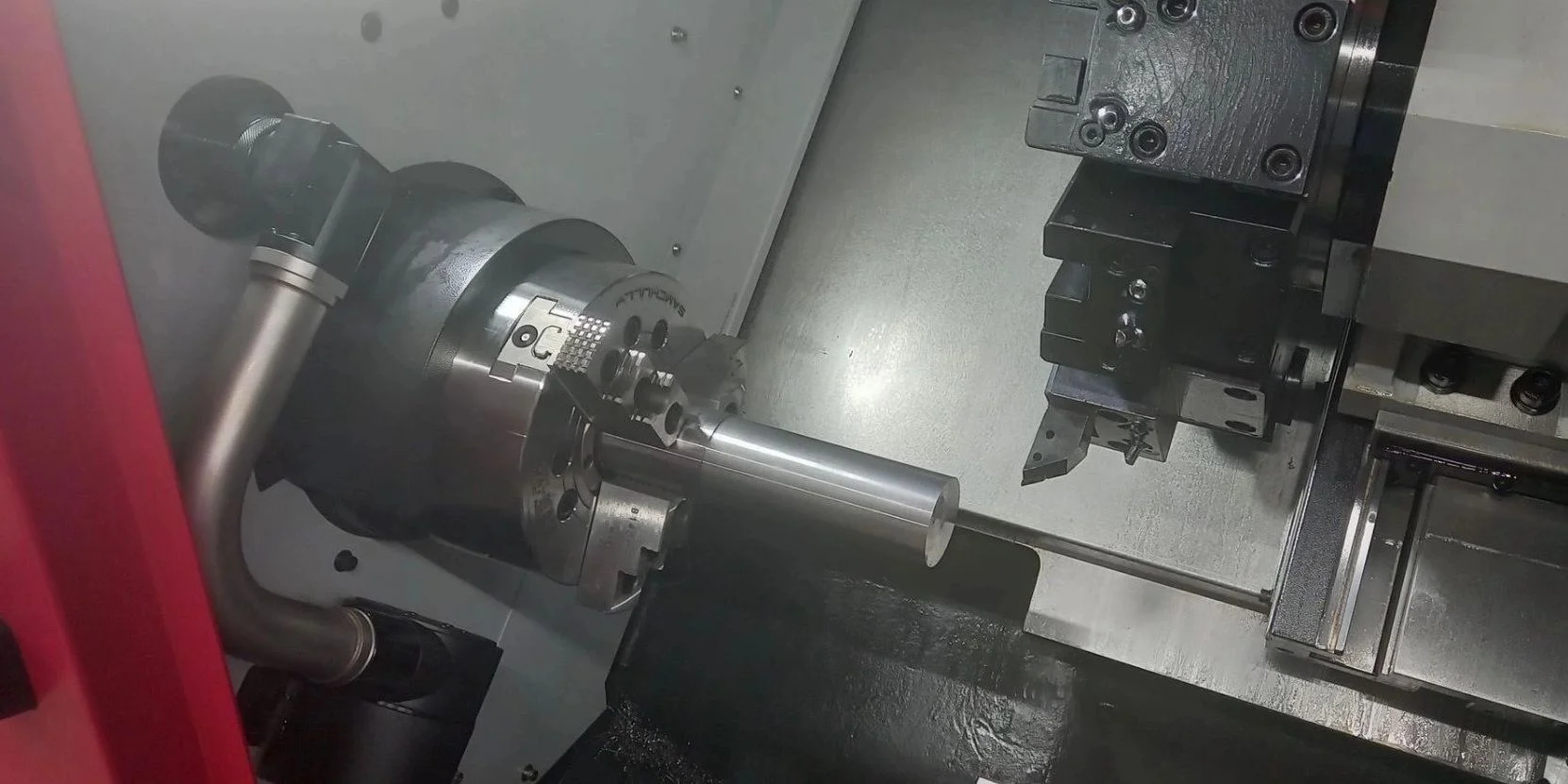
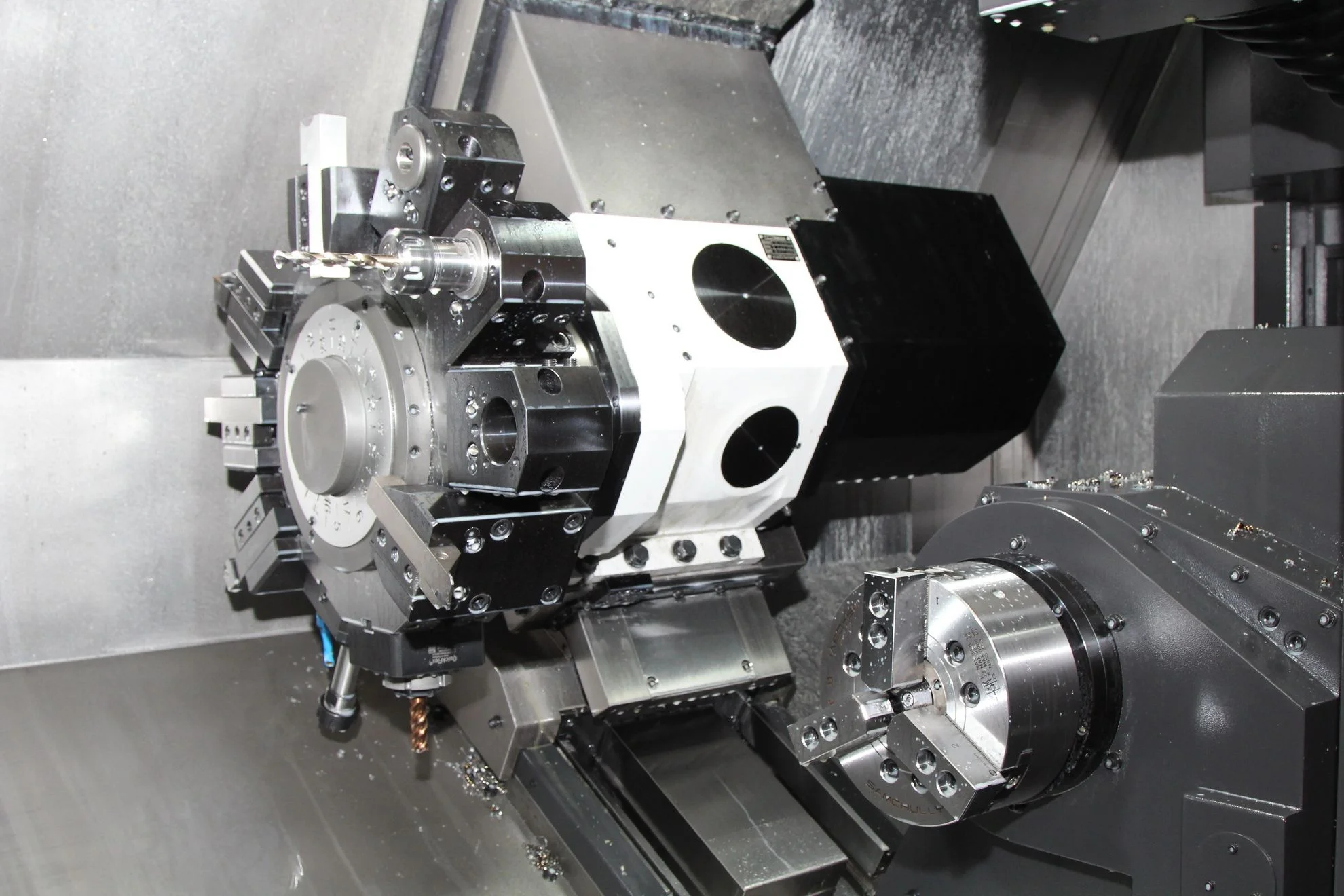
Компания «Трайв» оказывает услуги по фрезеровке нержавеющей стали на станках ЧПУ и гарантирует заводское качество. Современные центры SKM серии NL позволяют оперативно обрабатывать уступы, фасонные поверхности, канавки и пазы и выпускать изделия разной степени сложности в любых объемах.
Нержавеющая сталь представлена множеством различных марок, которые различаются составом и физико-механическими свойствами. Выделяют несколько основных классов. Самые востребованные марки нержавейки – аустенитные, с повышенным содержанием хрома и никеля. Они относятся к немагнитным металлам и отличаются:
Реже используется фрезеровка на станках ЧПУ заготовок из нержавейки ферритного класса с содержанием хрома до 20%. Материал имеет магнитные свойства, пониженную стойкость к ударным нагрузкам и склонность к межкристаллитной коррозии. При длительном воздействии низких температур он становится менее прочным.
Главная особенность мартенситных марок нержавеющей стали – возможность повышения твердости путем закалки до HRC 50...52, что вызывает сложность при выборе фрез. Для них также характерны слабые магнитные свойства, низкая пластичность и плохая свариваемость.
Новый тип нержавейки представляет собой дуплекс с мелкозернистой структурой, который содержит до 20% хрома и в равных долях феррит и аустенит. Обработка такой стали на фрезерном станке с программным управлением усложняется из-за высокой механической прочности. К преимуществам материала относятся меньшая склонность к появлению трещин от коррозии и хорошая свариваемость.
В процессе фрезеровки нержавейки на ЧПУ повышенная твердость деталей способствует снижению остроты режущих кромок и требуется более частая заточка инструмента. Высокое содержание хрома и других легирующих элементов делает металл более вязким и приводит к появлению разных сложностей, в том числе:
Качество фрезеровки нержавейки на станках с ЧПУ зависит и от других факторов. Среди них – способ изготовления деталей (штамповка, ковка или литье), наличие на поверхности корок, окалин и других образований, режим резания и термообработка металла. В результате производительность фрезерования нержавейки становится примерно в 1,5-2 раза ниже, чем аналогичные показатели при работе с углеродистой сталью, и в 4-5 раз меньше по сравнению с легкими сплавами.
Для повышения качества и производительности фрезеровки на станках ЧПУ применяют разные методы. Самый простой и эффективный заключается в использовании остро заточенных твердосплавных резцов. Они проводят резание с минимальной деформацией материала и помогают уменьшить количество выделяемого тепла. Инструмент из твердых сплавов выдерживает воздействие высоких температур без ухудшения рабочих показателей и не требует быстрой замены.
Другие методы улучшения качества обрабатываемых заготовок:
Есть свои особенности фрезеровки на ЧПУ и для каждого класса нержавейки. Мартенситные марки с пределом твердости выше HRC 40 обрабатывают специальными фрезами. Основные проблемы аустенитных и дуплексных нержавеющих сталей – налипание стружки, износ канавок и деформация режущей кромки из-за горячих трещин.
Чтобы избежать дефектов поверхности во время черновой обработки, необходима высокая скорость резания и отсутствие смазочно-охлаждающей жидкости. В результате сухой резки трещины становятся минимальными, а быстрая подача практически исключает образование стружки. На этапе финишной обработки, наоборот, требуется смазочно-охлаждающая жидкость.
В компании «Трайв» инструменты и режимы работы для фрезеровки на ЧПУ подбирают квалифицированные специалисты, которые учитывают характеристики материалов заготовок и требования к точности и шероховатости. Помимо нержавеющих сталей мы обрабатываем детали из алюминия, латуни, титана и меди. Программное управление позволяет исключить вероятность брака, обеспечивает повторяемость при серийном производстве и высокое качество готовой продукции. Для оформления заказа позвоните или оставьте заявку на сайте. Стоимость зависит от трудоемкости и объема работ.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями ГК «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}