


Фасонная фрезеровка на станках с ЧПУ
Новейшее оборудование на производстве, низкие цены, работаем по вашим чертежам

|
|
{name} | {art} | {price} р. |
{packs_number} {packs_word} |
{price_print} р. |
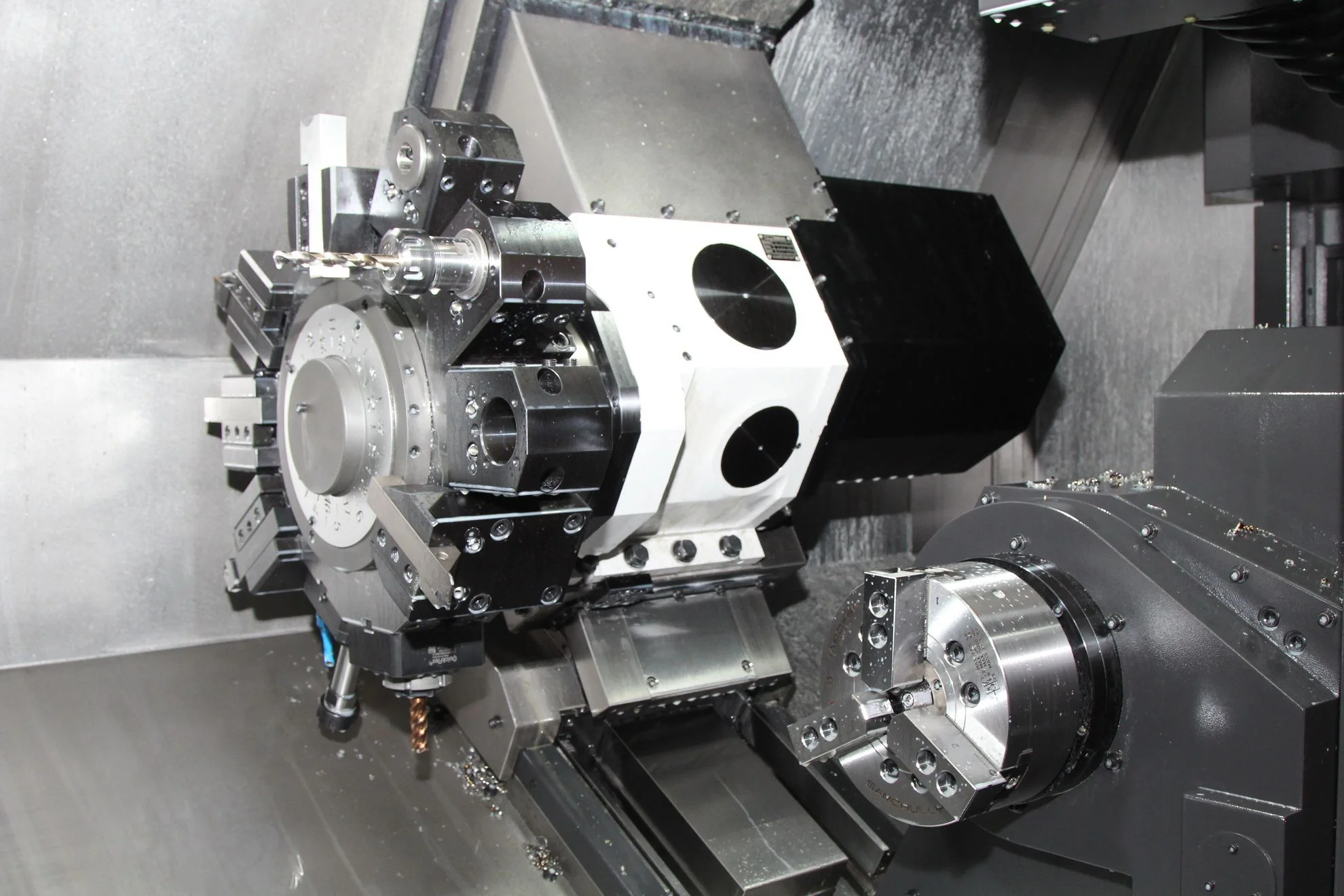
Она востребована при изготовлении пресс-форм, штампов и других изделий сложной формы с неправильной геометрией. Обработка может выполняться на универсальных и копировальных фрезерных станках, но максимальную производительность, высокую точность и безупречное качество обеспечивает оборудование с ЧПУ.
Компания «Трайв» оказывает услуги по изготовлению изделий с криволинейным контуром любой сложности с применением фасонной фрезеровки. Процесс осуществляется на высокотехнологичных обрабатывающих центрах с ЧПУ, которые могут работать с разными видами металлов. Оборудование позволяет воспроизводить детали с нестандартной геометрией по чертежам заказчиков или собственным разработанным макетам с максимальной точностью.
С помощью фасонной фрезеровки можно выпускать изделия любой формы и создавать за один проход инструмента контуры, которые состоят из криволинейных линий или сочетают участки разной кривизны с прямыми отрезками. Первый тип поверхностей является простым, второй – сложным.
Нестандартный контур может быть выпуклым, вогнутым или иметь любую другую форму. Из-за сложности деталей скорость фасонного фрезерования примерно на 20-30% ниже, чем при выполнении плоского. Такой метод применяется при изготовлении валиков, изделий с полукруглыми углублениями и в четверть круга.
Различают следующие виды фасонных поверхностей:
Главное преимущество фасонной фрезеровки заключается в возможности получения изделия с криволинейными контурами любой сложности. При этом сохраняется точность, независимо от объема продукции, которая может быть штучной, мелкосерийной или выпускается крупными партиями. Такой способ фрезерования позволяет снизить затраты времени и сэкономить, уменьшив общую сумму расходов.
Обработку фасонных поверхностей выполняют с помощью фрез. Они подбираются в зависимости от вида контура, который может быть замкнутым или незамкнутым. В первом случае заготовки чаще всего обрабатывают концевыми фрезами и делают два прохода. Сначала – черновое фрезерование, при котором оставляют припуск 1-2 мм. Затем выполняют чистовую обработку.
Для фрезеровки поверхностей незамкнутого контура, который состоит из прямолинейной направляющей и криволинейной образующей, применяют фасонные фрезы. Они также используются для получения стружечных винтовых канавок метчиков, сверл и других видов режущего инструмента.
Диаметр и профиль фрез подбирают с учетом конфигурации профиля обрабатываемых заготовок. К востребованному типу относятся остроконечные модели. Наиболее эффективно применение фрез, если нужно фрезеровать длинные и узкие фасонные поверхности. Для изготовления инструмента обычно используют быстрорежущую сталь. Фрезы также могут иметь сложную конструкцию и комплектуются многогранными или круглыми твердосплавными пластинками, которые не перетачивают.
При обработке возникают следующие проблемы:
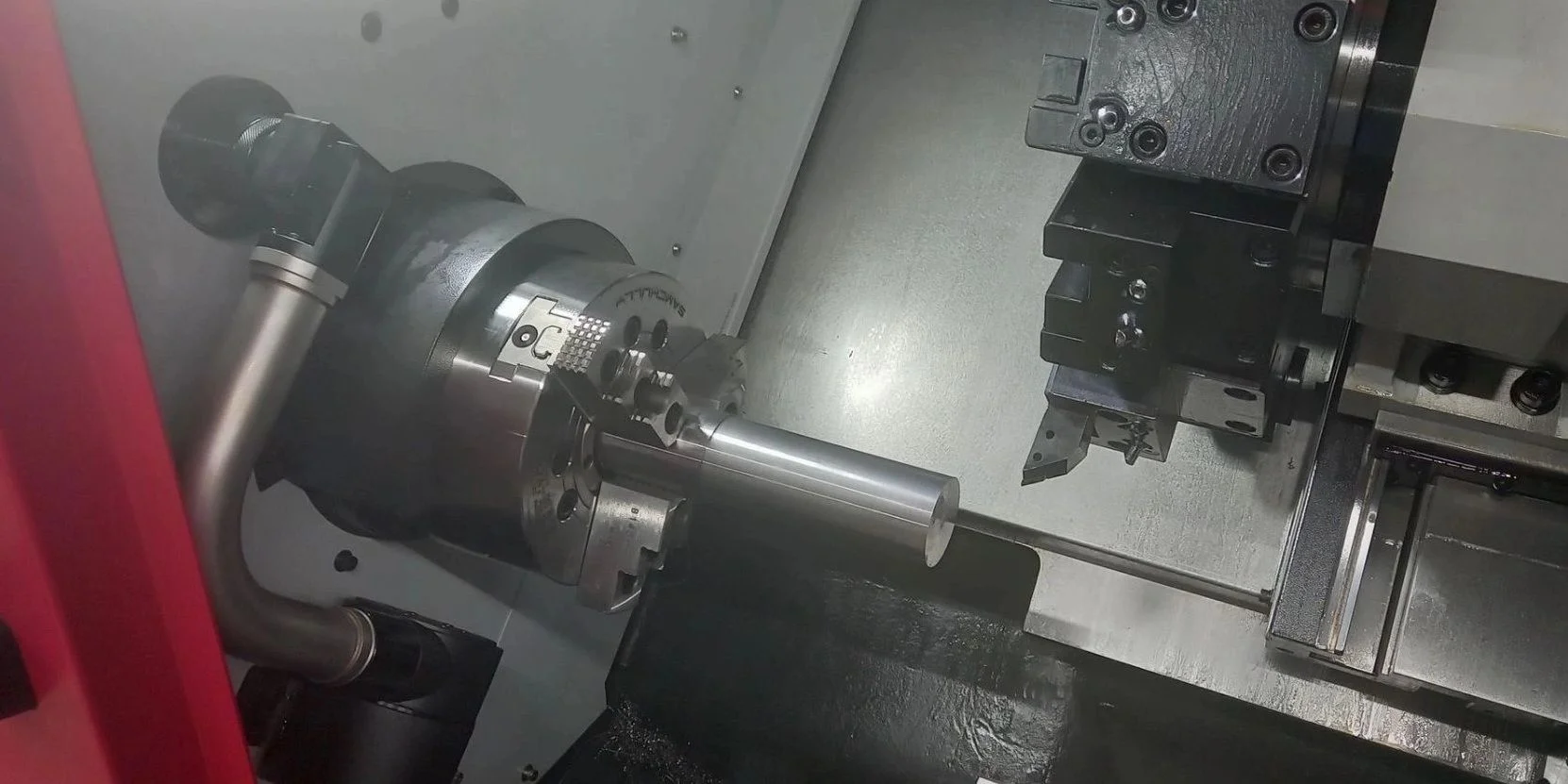
Пространственно-сложные фасонные поверхности получают при фрезеровке концевыми фрезами на обрабатывающих центрах или станках с ЧПУ. Наша компания принимает заказы на обработку заготовок и производство изделий любой сложности из металла, полиамида и других материалов. Все виды работ выполняются на профессиональном уровне точно в оговоренные сроки. Чтобы воспользоваться услугами, позвоните или оставьте заявку на сайте.









Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.



Данные о товарах и услугах на сайте представлены для ознакомления с возможностями ГК «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.



Заполните форму и наш менеджер свяжется с вами, для уточнения заказа.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}