

- Гвозди
- Инструмент и оснастка
- Кабельная продукция
- Металлоконструкции
- Подшипники
- Проход для кровли
- Такелаж
- Хомуты
- Категории
- Направления
- Производители
- Стандарты
- По виду материалов
- По свойствам

- О компании
- Новости отрасли
- Пресс-центр
- Акции
- Импортозамещение
- Отраслевые решения
- Транзиты
- Клиентский отдел
- Работа в Трайв
- Учебный центр
- Гарантия
- Информация
{name} {art} {price} р. {packs_number}{packs_word}{price_print} р. Профильная фрезеровка на станках с ЧПУНовейшее оборудование на производстве, низкие цены, работаем по вашим чертежамЗапрос лендингПочему выбирают нас Гарантия качества
Гарантия качестваИнженерный отдел по контролю качества
Соблюдение сроковЭффективное производство с гарантированными сроками поставки
Индивидуальный подходИзделия по вашим чертежам от микро крепежа до м 100
ТехПоддержкаПрофессиональные консультация и помощь на каждом этапе
СертифицированоСоответствие международным стандартам
Региональные филиалыОфисы в Москве, Санкт-Петербурге, Перми
Профильная фрезеровка на станках с ЧПУ- Главная страница
- Производство
- Фрезерные работы по металлу
- Профильная фрезеровка на станках с ЧПУ
Для обработки вогнутых и выпуклых профилей при изготовлении деталей свободной формы со сложной геометрией используется профильная фрезеровка.
Она востребована при производстве пресс-форм и других изделий из разных материалов и выполняется по двум или трем координатам на оборудовании с программным управлением.
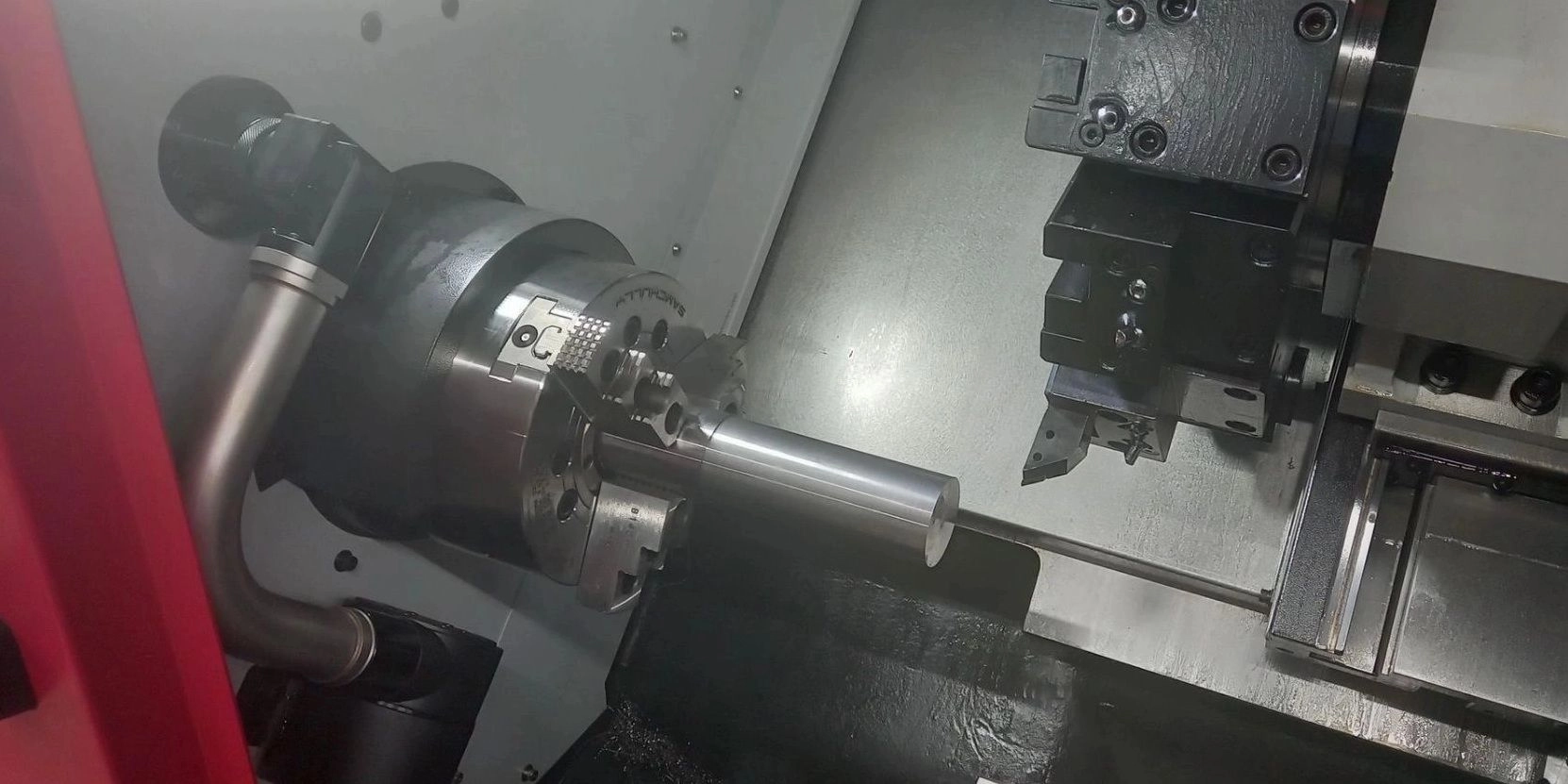
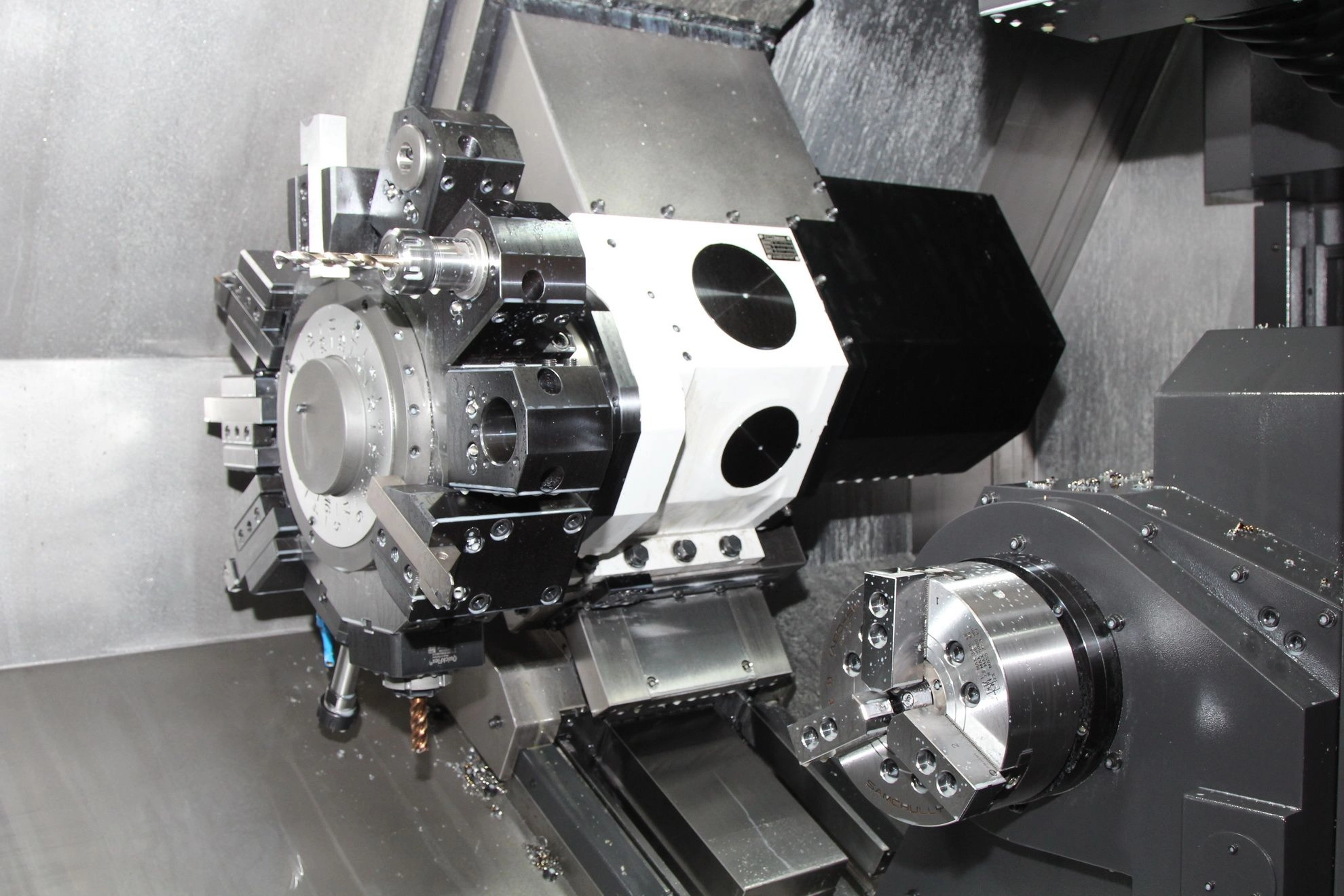
Компания «Трайв» оказывает услуги по профильной фрезеровке, которая осуществляется по чертежам заказчиков или разработкам инженеров и технологов предприятия. Для этого используются современные высокотехнологичные центры SKM модели NL с ЧПУ, которые обеспечивают максимальную точность и безупречное качество. Возможно изготовление изделий любой сложности из собственного сырья и материалов клиентов.
Сфера применения профильной фрезеровки
Фрезерование деталей свободной формы со сложным профилем востребовано в разных отраслях хозяйства, от производства сельскохозяйственной продукции до ЖКХ. Однако чаще всего такая обработка заготовок из металла и других материалов используется в промышленности. Сферы применения профильной фрезеровки:
- Авиационная и космическая. Выпускают детали самолетов и космических аппаратов аэродинамической формы.
- Медицина. Производят хирургические инструменты и различные имплантаты.
- Автомобилестроение. Фрезерование профилей востребовано при изготовлении трансмиссий, моторов, шасси и других конструктивных деталей для транспортных средств.
- .Ювелирное дело. Фрезерные станки применяют для получения 3D моделей и готовых ювелирных изделий из металлов.
- Металлургия. Используется при изготовлении металлоконструкций нестандартной формы, в том числе перегородок, перил и лестниц.
С помощью профильной фрезеровки делают различные штампы и пресс-формы из различных металлов, сплавов и пластмассы. Она также применяется при производстве кронштейнов, шестеренок, крепежа и деталей для ветроэнергетических установок – ступиц, редукторов и моторов. Может использоваться в сочетании с концевым, фасонным и другими методами обработки.
Особенности метода и возможные проблемы
Процесс профильной фрезеровки заключается в придании заготовкам из металла и пластика нужной формы путем срезания поверхностного слоя по заданному контуру. В результате получают изделия сложной геометрии, в том числе без углов. В качестве инструмента для резания служат фрезы. При работе на станках или центрах с ЧПУ они перемещаются по контурам заготовки согласно заданной программе, меняют внешний профиль и придают изделиям определенную форму.
Профильная фрезеровка включает три стадии – черновая, получистовая и чистовая обработки. Во время каждой возникают свои сложности, которые могут негативно повлиять на качество готовой продукции. При черновой обработке приходится снимать большой объем материала, что приводит к образованию стружки в значительных количествах. Чтобы обеспечить эффективное срезание лишнего, применяют фрезы с высокой скоростью подачи и тороидальные. Специальные приспособления помогают своевременно удалять стружку при черновой обработке и не допускают засорения рабочей зоны.
На завершающей стадии применяют сферические фрезы, твердосплавные или с пластинами. Они позволяют избежать искажения контуров при чистовой обработке и обеспечивают высокое качество поверхностей.
При профильном фрезеровании обычно вылет инструмента бывает больше, чем в случае применения других способов. Чтобы обеспечить высокую производительность во время черновой обработки полостей разной глубины необходимо соблюдать несколько требований. Во-первых, инструмент следует подбирать после тщательного изучения профиля обрабатываемой детали. При этом определяют минимальную и максимальную глубину выемок и объем материала, подлежащий удалению. Во-вторых, нужно использовать фрезы с постепенно увеличивающимся вылетом и обращать внимание на величину силы резания.
В случае применения инструмента большей длины возможно появление вибраций. Самый простой способ устранить их – уменьшить режимы резания, скорость, глубину или подачу. Можно также выполнить следующие действия:
- выбирать для фрезеровки инструмент, который отличается минимальной величиной биения;
- проводить работы с применением антивибрационной оснастки;
- использовать фрезы с увеличенной режущей частью по сравнению с размерами хвостовика;
- применять сбалансированный инструмент для работ, где частота вращения шпинделя составляет более 20 000 об/мин.
Для черновой и чистовой обработки используют разный инструмент. Смена происходит в соответствии с программой и определяется геометрией профиля.
Основные этапы проведения фрезерования
Профильная фрезеровка обеспечивает получение изделий нужной формы через три последовательных стадии обработки – черновой, получистовой и чистовой. Каждая требует выполнения определенного перечня действий, начиная от закрепления инструмента и заготовок и заканчивая удалением стружки и других отходов.
Применение станков и центров с ЧПУ позволяет существенно сократить объем ручного труда и практически исключить влияние персонала на качество готовой продукции. Функции оператора включают смену оснастки, закрепление обрабатываемых деталей на рабочем столе и настройку программы. После запуска двигателя нужно лишь контролировать процесс и снять готовую деталь.
Для изготовления изделий определенной формы необходимо:
- Создать компьютерную модель каждой детали. Для этого используют 3D сканер или программное обеспечение CAD. С помощью специальной программы полученная модель преобразуется в набор траекторий движений режущего инструмента. В соответствии с ними будет перемещаться оснастка станка с ЧПУ, чтобы удалить лишний материал с заготовки в нужных местах.
- Выполнить настройку. Оборудование для профильной фрезеровки должно быть укомплектовано нужными инструментами, а заготовка надежно зафиксирована. Определяются точки начала и окончания технологической операции, устанавливают оси координат и нулевые координаты.
После включения обрабатывающие центры действуют самостоятельно, в соответствии с загруженной программой. Чтобы получить изделия высокого с поверхностями высокого качества, требуется тщательно подготовить оборудование к работе, правильно выбрать инструмент и режим работы. Кроме того, следует организовать своевременное удаление образующейся стружки.
Параметры обработки при фрезеровании
Для получения деталей нужной формы при профильной фрезеровке необходимо правильно подобрать режим резания. Его показатели зависят от типа используемых фрез, вида материалов заготовок и характеристик оборудования.
К основным параметрам режима резания относятся:
- Скорость резания. Она определяет время снятия слоя материала, которое необходимо для получения изделий заданной формы. Зависит от частоты вращения шпинделя и характеристик обрабатываемых деталей. С заготовками из латуни и других металлов низкой твердости можно работать на высоких скоростях 130-320 м/мин, а с изделиями из алюминия – до 420 м/мин.
- Ширина реза. Соответствует расстоянию между режущими кромками, которые соприкасаются с заготовкой во время профильной фрезеровки. Представляет собой ширину слоя, срезаемого с поверхности.
- Глубина реза. Представляет собой толщину металла и другого материала, который удаляется с поверхности за один проход фрезы. Измеряется в миллиметрах, подбирается с учетом допустимого припуска на обработку. Зависит от материала заготовок и вида операций. При черновой обработке глубина реза будет больше, а скорость резания меньше. При чистовой, наоборот, снимается небольшой слой материала на высокой скорости.
- Подача. Показывает перемещение поверхности детали при обработке относительно оси режущего инструмента. При расчете режима определяют подачу в минуту, на один зуб фрезы и на один оборот. Величина подачи зависит от характеристик оборудования для профильной фрезеровки и прочности оснастки.
Идеальные значения для некоторых показателей режима приведены в таблице.
Параметр
Диапазон значений
Замечания
Скорость резания (для металла)
50-220 м/мин
Более жесткие материалы требуют низких скоростей.
Скорость подачи
0.03-0.5 мм/зуб
Зависит от обрабатываемых материалов и размеров используемой фрезы
Допуск профиля
от ±0.005 мм до ±0.03 мм
Подбирается с учетом обработки. Для профилей более сложной формы действуют жесткие допуски.
Время воздействия не относится к категории важных показателей и задается не всегда, но тоже является одним из параметров режима резания. Помогает сориентироваться по срокам изготовления продукции и контролировать процесс, особенно при длительном фрезеровании на высокой скорости. Такая возможность позволяет исключить вероятность перегрева и нарушения технологии.
Контроль качества профильной фрезеровки
На качество обработки поверхностей при профильной фрезеровке влияют разные факторы. Один из них – вид и характеристики фрезы. При ее выборе необходимо учитывать следующее:
- Фреза должна иметь наименьшую рабочую длину и максимально возможный диаметр для выполнения конкретной операции. Слишком длинный инструмент отличается меньшей жесткостью и склонен к вибрации.
- Важна и конфигурация фрезы. Чтобы обеспечить свободное и своевременное удаление стружки, стружечная канавка инструмента должна быть больше объема снимаемого слоя материала.
- При работе с материалами, которые имеют небольшую твердость или склонны к налипанию, желательно использовать 1-заходные фрезы. Для заготовок средней жесткости –2-заходные.
Существенное влияние на качество поверхностей оказывает правильный выбор режима резания и его параметров – скорости, глубины и ширины реза и подача. От скорости также зависят производительность работы оборудования и степень износа инструмента. Продлить срок службы фрез поможет система охлаждения, которая не допускает перегрева в рабочей зоне.
В компании «Трайв» профильная фрезеровка выполняется квалифицированными специалистами по программе, составленной с учетом сложности профиля заготовок, характеристик материала и особенностей оборудования. Чтобы оформить заказ, позвоните или оставьте заявку на сайте. Мы гарантируем безупречный результат в короткие сроки.
Наше оборудованиеФрезерный обрабатывающий центр SVL-1360Ударно-точечный маркиратор SIC-Marking EC9Точильно-шлифовальный станок ТШ-2Д-П с ПУАМТокарный обрабатывающий центр SKM модели NL 2500SY с улавливателем деталейТокарный обрабатывающий центр SKM модели NL 2000М с улавливателем деталейТокарный обрабатывающий центр SKM модели NL 1500 с улавливателем деталейТокарно-винторезный станок с УЦИKC51B/1500 (C6251×1500)Сверлильно-фрезерный станок JMD-45LPFПравильно-отрезной станокОборудование для цинк-ламельного покрытияЛиния холодной высадкиЛенточный гриндер ГЧ-16Гидравлический резьбонакатной станок, JDY-50Автоматический ленточнопильный станок по металлу колонного типа IRON MAC CUT -280CHAАвтоматическая проходная печь для обработкиАвтомат продольного точения TQ-125I (Shute) c ЧПУ Mitsubishi M80Автомат продольного точения TCM-20SIIDH65L S2 Автоподатчик прутка Fedek с проставкойПроизводственные кейсыИнновации в крепеже. Разве это возможно?Есть мнение, что однотипный крепеж везде одинаков, и борьба за клиента идет на уровне брэндов, позиционирования, цен. На самом деле, жизнь никогда не стоит на месте, в мире ежемесячно патентуются новые винты, болты, гайки. И пусть конструкция принципиально не меняется, но каждый раз метизы становятся чуточку лучше, производительней, эффективней.Освоение Арктики и развитие Северного морского пути: крепёж для низких температурПродвижение в Арктику — одна из наиболее приоритетных задач России. Этот регион содержит около 20-25% мировых запасов нефти и газа, поэтому в последние годы здесь активно ведутся работы по освоению континентального шельфа, строятся объекты военного, промышленного и транспортного назначения.
Импортозамещение в фокусе: Изготовили болты М160 из российской стали для горнодобывающего оборудованияКрепеж дробильно-сортировочного оборудования для переработки рудосодержащего сырья должен обладать высоким запасом прочности и длительным сроком службы. Кроме этого, уникальность этих изделий заключается в нестандартных габаритах и применении российской стали — аналога европейской марки. Материал подбирался исходя из спецификации с учетом тяжелых условий эксплуатации оборудования. В результате нам удалось разработать индивидуальный проект, благодаря которому клиент не только сэкономил значительную сумму, но и получил готовую партию в более короткие сроки по сравнению с немецким производителем.
Изготовление латунных заглушек из прутка ЛС-59 для дизель-моторного заводаВ данном кейсе мы подробно рассмотрим процесс изготовления специализированных латунных заглушек из прутка ЛС-59 для нашего партнера — ведущего российского машиностроительного предприятия по выпуску дизелей и дизель-генераторов различных типов.
Особенности производства01Производство по чертежамПроизводство изделий по эскизам, чертежам, образцам из любых видов сталей и сплавов.02Контроль качестваПроверка готовых изделий ОТК
Тесты в независимых лабораториях.03Высококачественные материалыМы принимаем заказы на изготовление оптовых и мелко- оптовых партий изделий по стандартам: ГОСТ, DIN, ISO, ГОСТ.04Любое покрытие под заказГальваническое и цинк-ламельное покрытия, покрытие горячим цинком, термодиффузионное цинкование, покрытие черным цинком, тефлоном, никелем, кадмием, омеднение, цинк-фосфатирование, окраска.Заявка на производствоЗапрос лендингРазрабатываем крепежные решенияТочное следование чертежам и образцам — важная, но не единственная часть работы. Мы смотрим на контекст — условия эксплуатации, особенности производства и стандарты отрасли. Вместе с вами создаем не изделие, а решение.
ГОСТ, ОСТ, ТУ и ваши стандарты
Изделия с классом прочности до 12.9
Нестандартные резьбы
Редкие стали и сплавы
Испытания и контроль качества
Любые покрытия
Плюсы и плюсы
Качество завода-
Начинаем и заканчиваем контролем качества: проверяем сырье, делаем промежуточный контроль каждые 5-10 изделий, проводим итоговый контроль.
-
Умеем работать со сложными стандартами, проводим испытания и контроль качества в аккредитованных лабораториях.
-
У всех изделий есть паспорта и гарантия, а у сырья — сертификаты. Родословная и будущее каждой детали под контролем.
Гибкость мастерской-
Выполним изделие по вашему чертежу, техзаданию или клонируем образец. Станочный парк позволяет нам выполнять детали от 10 мм до 380 мм, с шагом резьбы от 0,75 до 6.
-
Готовы взять за выполнение мелкой серии или даже одной детали, минимальные сроки — от 5 дней.
-
При необходимости смотрим шире условий техзадания, вникаем в ваши производственные процессы и работаем на их улучшение.
-
У нас открытое производство — вы можете приехать в гости с аудитом и убедиться сами.
Работаем с регионами
Варианты доставки-
14-25
дней Железнодорожная перевозка -
5-7
дней Авиадоставка экпресс -
7-10
дней Автомобильная перевозка -
35-45
дней Морская перевозка
Работаем по всей РоссииДоставка по РФ и СНГ
Приведены средние значения.
Работаем индивидуально.Работаем с регионамиЖелезнодорожная
перевозкаАвиадоставка
экпрессАвтомобильная
перевозкаМорская
перевозка
Данные на сайте представлены для ознакомления и публичной офертой не являются. Уточняйте текущие цены на крепеж и оборудование у специалистов нашей компании.
НавигацияГлавный офис и склад «Трайв» в Санкт-ПетербургеПодробнее...Санкт-Петербург, Кудрово, ул.Центральная, дом 41 193168Офис и склад «Трайв» в МосквеПодробнее...Москва, Рязанский проспект, 2с49, БЦ "Карачарово", офис 203 109428Филиал «Трайв» в ЕкатеринбургеПодробнее...Екатеринбург, Екатеринбург, Елизаветинское шоссе, 39 620024Филиал «Трайв» в ПермиПодробнее...Пермь, Пермь, шоссе Космонавтов 111И, корпус 1, 2 этаж, офис 36 614066Контакты2006 - 2024 © Компания «Трайв» производитель и дистрибьютор метизов и крепежаУмный бот
Скачать прайс наличия на складеПо ссылке ниже вы можете скачать прайс-лист на позиции: для вашего удобства, мы подготовили прайс с табличном формате.Так же мы публикуем каталог стандартного крепежа в формате PDFЗаказ в 1 кликЗаполните форму и наш менеджер свяжется с вами, для уточнения заказа.
Промышленные изделияДополнительноВернуться назад- Анкер Fisher
- Анкер MULTI-MONTI
- Анкер MULTI-MONTI torx
- Анкер PFG EBF, электрооцинкованный, с кованым рым-болтом
- Анкер PFG ES
- Анкер PFG HBF, электрооцинкованный, с болтом-крюком
- Анкер PFG LB
- Анкер PFG LB, LBS с анкерным болтом и шайбой
- Анкер PFG SB
- Анкер PFG SB, SBS со шпилькой, шайбой и гайкой
- Анкер PKN (быстрофиксирующий гвоздь) Sormat
- Анкер винтовой RA
- Анкер винтовой RA, RAR, RAH Sormat Сормат
- Анкер втулочный с болтом
- Анкер для высоких нагрузок
- Анкер для крепления гипсовых плит
- Анкер забивной LA, LAH Sormat Сормат
- Анкер закладной без монтажной плиты VASB
- Анкер закладной с монтажной плитой VASD
- Анкер клиновой S-KA, S-KAH с шайбой и гайкой
- Анкер клиновой Shreiber - анкер под шпильку
- Анкер клиновой забивной (экспресс)
- Анкер клиновой с гайкой S-KAK горячеоцинкованный с шайбой
- Анкер латунный
- Анкер латунный забивной MSA
- Анкер металлический Multi-Monti F
- Анкер металлический Multi-Monti I комбинированный
- Анкер металлический Multi-Monti MS
- Анкер металлический Multi-Monti P
- Анкер металлический Multi-Monti R
- Анкер металлический Multi-Monti S
- Анкер металлический Multi-Monti S A4
- Анкер металлический Multi-Monti SS
- Анкер металлический для тонколистовых материалов
- Анкер многофункциональный
- Анкер многофункциональный для тонколистовых материалов (с шурупом) OLA
- Анкер особопрочный S-VAM B
- Анкер распорный PFG ES, ESS, ESSH
- Анкер стальной однораспорный
- Анкер стальной распорный с простым крюком
- Анкер химический
- Анкер-клин для крепления подвесных конструкций
- Анкер-шуруп
- Анкерный болт
- Анкерный болт с ушком
- Анкерный болт с цангой
- Анкерный болт тяжеловесных конструкций
- Анкерный болт ударный
- Анкеры S-VAM S и S-VAM В особопрочные Sormat Сормат
- БСР (болт самоанкерующийся распорный)
- Гвоздь Confix по бетону Sormat Сормат
- Гильза KRH электрооцинкованная
- Забивной стальной анкер
- Латунный распорный дюбель
- Распорный стальной анкер с кольцом
- Распорный стальной анкер с потолочным крюком
- Стальной анкер двойного распирания
- Стальной анкер для крепления в плотных материалах
- Стальной машинный анкер
- Стальной распорный анкер с гайкой
- Стальной распорный анкер с качельным крюком
- Шпилька к анкеру химическому
- Шуруп регулировочный SKRH
- Artikel 10105 Болт с шестигранной головкой
- ГОСТ 7802
- DIN 13-20
- DIN 1445
- Artikel 88752 Болт шарнирный
- DIN 186
- DIN 188
- DIN 25193
- DIN 261
- DIN 316
- DIN 444
- DIN 529
- DIN 32501
- DIN 558
- DIN 34810
- DIN 561
- DIN 564
- DIN 7968
- DIN 7999
- DIN 931
- DIN 933
- DIN 580
- DIN 601
- DIN 603
- DIN 604
- DIN 605
- DIN 607
- DIN 608
- DIN 609
- DIN 610
- DIN 792
- DIN 6922
- DIN 797
- DIN 960
- DIN 961
- DIN 962
- DIN 6921
- DIN 6914
- DIN 7990
- DIN 15237
- DIN 22424
- EN 14399
- EN 14399-4
- EN 14399-8
- EN 1665
- ISO 8676
- ISO 8765
- DIN 7981
- Винт-шуруп мебельный
- Винт-стяжка мебельный
- Винт с L-образным крючком
- Винт мебельный с прерывистой резьбой, с полупотайной головкой
- Винт с крючком
- Винт мебельный с прессшайбой и комбинированным шлицем (евровинт)
- Винт с петлей
- Винт-шуруп STS к трубным хомутам
- Винт шуруп JR и JRL к трубным хомутам
- Винт с шариком GN 606
- Винт мебельный с плоской головкой и внутренним шестигранником под ключ
- ISO 7380
- DIN 84
- DIN 85
- DIN 316
- DIN 404
- DIN 417
- DIN 427
- DIN 438
- DIN 464
- DIN 6902
- DIN 465
- DIN 6904
- DIN 478
- DIN 5586
- DIN 6905
- DIN 479
- DIN 561 Винт с уменьшенной головкой и цапфой
- DIN 6907
- DIN 480
- DIN 564 Винт с уменьшенной головкой и коническим коноцм
- DIN 6908
- DIN 551
- DIN 553
- DIN 7500 C
- DIN 653
- DIN 7500 D
- DIN 7500 M
- DIN 787
- DIN 912
- DIN 7504 R
- DIN 913
- DIN 7504 О
- DIN 914
- DIN 915
- DIN 7516 A
- DIN 916
- DIN 7516 D
- DIN 920
- DIN 921
- DIN 922
- DIN 923
- DIN 926
- DIN 927
- DIN 963
- DIN 964
- DIN 965
- DIN 966
- DIN 967
- DIN 6304
- DIN 6900
- DIN 6901
- DIN 6912
- DIN 7500
- DIN 7513
- DIN 7516
- DIN 7964
- DIN 7969
- DIN 7984
- DIN 924
- DIN 7985
- DIN 925
- DIN 7991
- ISO 7379
- DIN 7643
- ISO 12474
- ISO 14579
- ISO 2010
- ISO 2342
- ISO 4766
- ISO 14581 Винт с потайной головкой и шлицем TORX
- ISO 7047
- DIN 7504
- ISO 14583 Винт с полукруглой головкой шлиц TORX
- ISO 7434
- ISO 7435
- DIN 6906
- Винты установочные
- DIN 431
- Гайка кузовная квадратная
- Гайка особого назначения Nutsteine
- Гайки шлицевые
- DIN 74361
- Шинная гайка оцинкованная
- Шинная гайка без пружины
- DIN 99
- DIN 315
- DIN 439/936
- DIN 466
- DIN 467
- DIN 508
- DIN 546
- DIN 547
- DIN 548
- DIN 555
- DIN 557
- DIN 562
- DIN 582
- DIN 798
- DIN 917
- DIN 928
- DIN 929
- DIN 934
- DIN 935
- DIN 314
- DIN 936
- DIN 937
- DIN 970
- DIN 439 А
- DIN 971
- DIN 439 В
- DIN 977
- DIN 979
- DIN 70852
- DIN 980
- DIN 981
- DIN 982
- DIN 985
- DIN 986
- DIN 1479
- DIN 1587
- DIN 1624
- DIN 1804
- DIN 1816
- DIN 2510-5
- Artikel 88934 Гайка шестигранная с буртиком и рифлением
- DIN 5587
- DIN 6303
- DIN 6330
- DIN 6331
- DIN 6334
- DIN 6915
- DIN 6923
- DIN 6924
- DIN 6925
- DIN 6926
- DIN 6927
- DIN 7965
- DIN 7967
- DIN 22425
- DIN 28129
- DIN 6305
- DIN 6307
- DIN 80701
- DIN 80704
- EN 1661
- EN 1664
- ISO 10511
- ISO 10512
- ISO 4033
- ISO 7042
- Гайки квадратные
- Гайки колпачковые
- Гайки круглые
- Гайки с фланцем
- Гайки запрессовочные
- Гайки соединительные
- Дюбель гвоздь
- Дюбель для кровли
- Дюбель для пористого бетона KBT Sormat Сормат
- Дюбель с шурупом для фасадных работ KAT N
- Дюбель фасадный для теплоизоляции
- Дюбель-гвоздь с полукруглой головкой
- Металлический дюбель для пористого бетона
- Нейлоновый дюбель NAT
- Универсальный дюбель
- DIN 442
- DIN 443
- DIN 906
- DIN 908
- DIN 909
- DIN 910
- DIN 7604
- Заглушка для отверстий круглая пластмассовая RACO
- Заглушка пластиковая АК для монтажа шин
- DIN 5586
- DIN 3404 Ниппель смазочный плоский
- Стержень резьбовой abc по DIN 1052 для деревянных конструкций
- Кровельные саморезы
- Саморезы по дереву
- DIN 95
- DIN 96
- DIN 97
- DIN 571
- DIN 968
- DIN 7504 K
- DIN 7971
- DIN 7972
- DIN 7973
- DIN 7976
- DIN 7981
- DIN 7982
- DIN 7983
- DIN 7995
- DIN 7996
- DIN 7997
- DIN 18182
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Шуруп саморез для гипсокартона SF (по гипсу)
- Шуруп саморез HOBAU с редкой резьбой
- Шуруп саморез JPMT сверлоконечный с широкой плоской головкой
- Шуруп-саморез GS с петлей (кольцом)
- Шуруп регулировочный KAR с потайной головкой и шлицем TORX
- Шуруп дюбель нейлоновый KBR
- Шуруп саморез кровельный KRS, с буром или без, шестигранная головка
- Шуруп LI для крепления тонких листов, с буром и без
- Шуруп-саморез универсальный KK
- Шуруп-саморез универсальный LK
- Шуруп-саморез универсальный UK
- Шуруп универсальный с потайной головкой
- Шуруп универсальный с полукруглой головкой
- Шуруп универсальный с полукруглой головкой TORX
- Шуруп универсальный с потайной головкой TORX
- Шуруп с петлей стальной оцинкованный
- Саморез кровельный остроконечный
- Шуруп-крючок с полупетлей
- Шуруп-саморез с крючком L-образным
- Шуруп-саморез оконный, самосверлящий
- Шуруп мебельный с плоской головкой и внутренним шестигранником под ключ
- Шуруп-стяжка мебельный для ДСП
- Шуруп-винт мебельный
- Винт-шуруп STS к хомутам
- Шуруп-саморез SPAX универсальный
- Шуруп-саморез SPAX D для деревянных террас
- Шуруп-саморез SPAX M для древесноволокнистых плит MDF и ДСП
- Шуруп-анкер SPAX RA для рамных конструкций
- Шуруп-саморез SPAX для крепления массивных деревянных полов
- Шуруп-саморез SPAX для крепления деревянных конструкций
- Шуруп накладной оконный самосверлящий FEX-KS
- Шуруп монтажный FEX-P
- Шуруп жалюзный самонарезающий остроконечный FEX-RS
- Шуруп-сверло оконный FEX-A
- Саморез регулировочный для деревянных поверхностей (оконных и дверных коробок)
- Саморез усиленный для сэндвич панелей (для слоистых панелей)
- Саморез для сэндвич панелей
- Саморез регулировочный для бетонных (кирпичных) поверхностей
- Саморез потолочный с крестообразным шлицем
- Саморез для сантехнического оборудования с шестигранной головкой
- Саморез кровельный с буром
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Саморез для гипсокартона с обратной частой резьбой
- Саморез для гипсокартона с обратной редкой резьбой
- Саморез для гипсокартона с частой резьбой с буром
- Саморез для гипсокартона с редкой резьбой
- Саморез флюгель с буром Flygel
- Саморез универсальный с полукруглой головкой torx
- Саморез универсальный с потайной головкой TORX
- Саморез универсальный с потайной головкой
- Саморез универсальный с полукруглой головкой
- Саморез клоп для тонких листов металла с буром
- DIN 7976 C
- DIN 7976 F
- DIN 7981 C
- DIN 7981 F
- DIN 7982 C
- DIN 7982 F
- ISO 1479
- ISO 15480
- ISO 15481
- ISO 15482
- Шайба WIDE кузовная, плоская, увеличенная
- Шайба DD стопорная с наружными и внутренними зубьями
- Шайба контактная
- Шайба EPDM с уплотнением, с резиновой прокладкой
- Шайба HV плоская, оцинкованная, закалённая
- Шайба Twin Lock
- Шайба упорная
- Шайба строительная
- Шайбы NORD-LOCK
- DIN 70952
- DIN 93
- DIN 125
- DIN 126
- DIN 127
- DIN 128
- DIN 137
- DIN 432
- DIN 433
- DIN 434
- DIN 435
- DIN 436
- DIN 440
- DIN 462
- DIN 463
- DIN 470
- DIN 988
- DIN 1052
- DIN 1440
- DIN 1441
- DIN 2093
- DIN 5406
- DIN 6796
- DIN 6319
- DIN 6340
- DIN 6797
- DIN 6798
- DIN 6913
- DIN 6916
- DIN 6917
- DIN 6918
- DIN 7349
- DIN 7603
- DIN 7980
- DIN 7989
- DIN 9021
- Шайбы Starlock
- Шайбы плоские
- Шайбы профильные
- Шайбы увеличенные
- DIN 988
- DIN 125 форма A
- DIN 125 форма B
- DIN 6797 форма I
- DIN 6797 форма V
- DIN 6798 форма I
- DIN 6798 форма А
- DIN 6798 форма V
- EN 14399-6
- EN 16983
- ISO 8738
- Шайбы зубчатые
- Шайбы медные
- Шайбы пружинные
- Шайбы стопорные
- VH Sormat
- VSS Sormat
- VKS Sormat
- KEVA Sormat
- DIN 975
- DIN 525
- DIN 835
- DIN 938
- DIN 939
- DIN 975
- DIN 940
- DIN 976
- DIN 6332
- Шпонки клиновые
- Шпонки сегментные
- Шпонки призматические
- DIN 6887
- DIN 6888
- DIN 6885
- DIN 6880
- DIN 6884
- DIN 1
- DIN 7
- DIN 258
- DIN 1444
- DIN 1477
- DIN 1476
- DIN 1475
- DIN 1474
- DIN 1471
- DIN 1472
- DIN 1473
- DIN 1481
- DIN 7346
- DIN 7343
- DIN 7344
- DIN 7977
- DIN 7978
- DIN 7979
- Штифты выдвижные
- DIN 1433
- DIN 1434
- DIN 1435
- DIN 1436
- DIN 1443
- DIN 1469
- DIN 1470
- ISO 2339
- ISO 2341
- ISO 8736
- ISO 8737
- ISO 8742
- ISO 8744
- ISO 8745
- Шуруп саморез кровельный
- DIN 7995
- DIN 7996
- DIN 95
- DIN 96
- Шуруп сверлоконечный Flugel
- Шуруп с L- образным крючком
- DIN 97
- DIN 571
- Шуруп с винтом Norfi
- Шуруп с винтом мебельный
- Шуруп крючок
- Шуруп с петлёй
- Шуруп самонарезающий универсальный
- Шуруп фасадный
- Мебельный шуруп стяжка
- Cамонарезающий шуруп
- Шуруп мебельный
- Шуруп болт
- Шурупы по дереву
- Шурупы саморезы
- Дюбель шуруп
- ГОСТ 9870-61
- Гвоздь-шуруп ЧЕРТЕЖ 7811-7071
- Гвоздь финишный ЧЕРТЕЖ 7811-7035
- Гвоздь ЧЕРТЕЖ 7811-7102 большая шляпка
- ГОСТ 4029-63
- Гвоздь строительный ЧЕРТЕЖ 7811-7075
- Гвоздь ершеный ЧЕРТЕЖ 7811-7120
- Гвоздь ершеный ЧЕРТЕЖ 7811-7038
- Гвоздь винтовой ЧЕРТЕЖ 7811-7335
- Гвоздь винтовой ЧЕРТЕЖ 7811-7070
- ГОСТ 4028-63
- DIN 68163
- Подшипники RKB
- Подшипники ГОСТ
- Подшипники Koyo
- Подшипники Timken
- Подшипники INA
- Подшипники FAG
- Подшипники NTN
- Подшипники SKF
- Подшипники SNR
- Подшипники NSK
- Самоустанавливающиеся подшипники
- Радиальные роликовые подшипники
- Подшипник сферический
- Подшипник игольчатый
- Конические подшипники
- Радиально-упорные шариковые подшипники
- Упорно шариковые подшипники
- Радиальный подшипник
- Комбинированные подшипники
- Подшипник генератора
- Подшипник кондиционера
- Подшипники качения
- Упорный роликовый подшипник
- Радиальные шариковые подшипники
- Канаты
- Цепи
- Буксировочные ремни
- Комплектующие к стропам
- Карабины
- Захваты
- Лебедки
- Ломы такелажные
- Рым-болты
- Рым-гайки
- Скобы
- Поворотные рым-болты
- Страховочные системы
- Динамометры и весы
- Тали
- Домкраты
- Зажимы
- Стропы
- Тележки, столы и штабелеры ручные
- Стяжные ремни
- Вертлюги
- Талрепы
- Хомут пластиковый
- DIN 3016
- DIN 3017
- DIN 3567
- DIN 3570
- Mini-шланговый хомут
- EURO 9 W1 Хомут для шланга
- AMERICAN 8 W1 Хомут для шланга
- GBS / SGB W1 Хомут для шланга
- Сантехнические хомуты
- DIN 3021
- DIN 4109
- Анкеры
- Болты
- Винты
- Гайки
- Гвозди
- Дюбели
- Заклепки
- Инструмент и оснастка
- Кабельная продукция
- Кольца стопорные
- Металлоконструкции
- Подшипники
- Пробки резьбовые
- Проход для кровли
- Саморезы
- Такелаж
- Хомуты
- Шайбы
- Шпильки резьбовые
- Шпильки приварные
- Шплинты
- Шпонки
- Штанги
- Штифты
- Шурупы
- Антивандальный крепеж
- Крепеж для домостроения
- Мебельная фурнитура
- Мебельный крепёж
- Монтажный крепеж
- Перфорированный крепеж
- Промышленная фурнитура
- Строительный крепеж
- Нестандартные изделия
- Производство
Вернуться назад
- Производство крепежа
- Наши работы
- Покрытия
- Накатка резьбы
- Калибровка резьбы
- Пакетное пиление шпилек
- Термическая обработка
- Экспресс-доставка
- О компании
Вернуться назад- Новости отрасли
- Пресс-центр
- Акции
- Импортозамещение
- Отраслевые решения
- Транзиты
- Клиентский отдел
- Работа в Трайв
- Учебный центр
- Гарантия
- Прайс-листы
- DIN/ГОСТ/ISO
- Информация




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}