



- Главная страница
- Технический раздел
- Натяжение высокопрочных болтов
Натяжение высокопрочных болтов
В работе с болтами высокой прочности необходим контроль над натяжением высокопрочных болтов, происходящий по крутящему моменту, а не по углу поворота. Важно, что первоначальное натяжение образуется еще в момент монтажа соединений.
Соединение при помощи болтов были популярны еще во времена, когда о сварочных работах и креплении на заклепках даже не знали, и до сих пор болты остаются востребованными элементами соединения конструкций. Высокопрочными называют болты, выдерживающие повышенную нагрузку натяжения, а сопротивление временным нагрузкам равняется или превышает 800 МПа. В крепежный комплект обычно входит болт высокопрочный с прочностью от 8,8, гайка прочности от 8 и шайба.
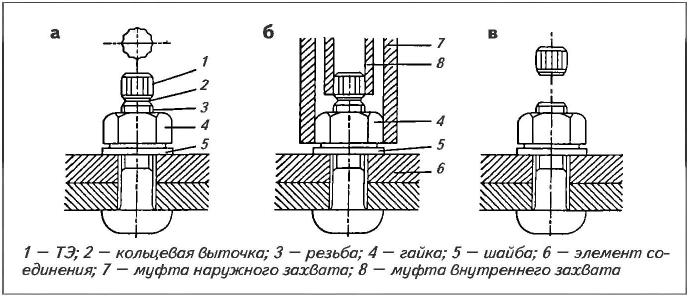
Натяжение высокопрочных болтов должно быть рассчитано по формуле и соответствовать стандарту и проекту. Для правильного натяжения применяют гайковерт ударно-импульсный. Болт представляет собой цилиндр с головкой под работу ключом и с резьбой на другом конце, нарезанной по длине. В заранее сделанное отверстие вставляется стержень болта, а на резьбе затягивается гайка. Затягивание гаек на высокопрочных болтах осуществляют с контролем натяжения.
Натяжение высокопрочных болтов производится в два этапа:
1. Работая гайковертом, болт затягивают на 50-90% от указанного расчетного усилия, добиваясь плотного прилегания стыкуемых элементов.
2. С использованием динамометрических ключей, которые необходимы для контроля натяжения болта по крутящему моменту, болты дотягивают к необходимым величинам натяжения.
Именно во второй заход недопустимо применять динамические инструменты типа редкоударных и ударно-импульсных гайковертов.
Соединение на высокопрочных болтах с контролируемым натяжением возникает в момент монтажа соединения, при этом нужно удерживать головку болта от проворачивания, уменьшающегося и прекращающегося с натяжением болта. Не допускаются показатели погрешности в точности создания крутящего момента более 15%. Если этого не произошло, значит, деталь бракованная, и требует замены как самого болта, так и гайки.
Окончательная «дотяжка» болтов происходит после проверки конструкции в целом или ее частей, а также проверки плотности сжатия. При этом нормативной документацией рекомендовано использование рычажных ручных динамических ключей или гидродинамических ключей, отвечающих за регистрирование величины крутящего момента с погрешностью, не превышающей 4%.
Усилие натяжения высокопрочных болтов в обязательном порядке наноситься маркировкой на болт и представляет собой пару цифр, написанных через точку. Первое число при умножении на 10 обозначает величину минимального временного сопротивления, расчетная единица кгс/мм2. Вторая величина, умноженная на 10, показывает отношение между пределом текучести к временному сопротивлению в процентном соотношении.
Данные показатели берут в расчеты при разработке проекта, что имеет значение для всей конструкции. Недопустимо использование болтов с меньшими техническими характеристиками и показателями усилия натяжения. В случае отсутствия требуемых болтов возможна замена только в большую сторону.
Категорически запрещено натяжение высокопрочных болтов с одновременным усилием по сдвигающей и открывающей оси, это приводит к быстрому износу и поломке всей конструкции.
Болты высокого натяжения должны использоваться и изготавливаться с учетом места установки и условий окружающей их среды. Причем установка производится не позднее нескольких суток после полной очистки контактных поверхностей. Сами болты рекомендуется предварительно «проварить» в воде с чистящим средством, что уберет все загрязнения, окалину, смазку с их поверхности и облегчит визуальный осмотр каждого болта на наличие трещин, сколов и прочих дефектов. После их необходимо заново обработать в резьбовой части маслом с бензином.
В соответствии с ГОСТ в агрессивной среде необходимо применять болты, изготовленные из стали 40-Х, прошедшей антикоррозийную обработку, и использовать соответствующие гайки. При этом зазор между болтом и диаметром входного отверстия должен быть порядка 1-3 мм. Если болты высокой прочности устанавливаются в местах с нормальной средой, возможно использование стали без дополнительной защиты. В таком случае болты и все выступающие части после монтажа окрашивают. Чем точнее соответствие болтов ГОСТ, тем прочнее и долговечнее они будут.
Обеспечить надежные соединения на высокопрочных болтах с контролируемым натяжением поможет проверенная и сертифицированная продукция от компании «Трайв-Комплект». Заказать продукцию и получить подробную консультацию вы сможете, обратившись к менеджерам сайта.
14.04.2016



