



ГОСТ 16016-2014 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия










ГОСТ 16016-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ КЛЕММНЫЕ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Clamp bolts for rail track fastenings. Specifications
МКС 45.080
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены >ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования "Петербургский государственный университет путей сообщения Императора Александра I" (ФГБОУ ВПО "ПГУПС")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 декабря 2014 г. N 46)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба "Туркменстандартлары" |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 февраля 2015 г. N 86-ст межгосударственный стандарт ГОСТ 16016-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
5 ВЗАМЕН ГОСТ 16016-79
6 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Приказом Федерального агентства по техническому регулированию и метрологии от 15.04.2020 N 423-ст c 01.09.2020
Изменение N 1 внесено изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на болты клеммные (далее - болты) нормальной точности (класс точности В по ГОСТ ISO 4759-1), применяемые для крепления рельса к подкладке в раздельных рельсовых скреплениях, и устанавливает технические условия к ним.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 3269-2015 Изделия крепежные. Приемочный контроль
ГОСТ ISO 4759-1-2015 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С
ГОСТ ISO 6157-1-2015 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16018-2014 Гайки для клеммных и закладных болтов рельсовых скреплений железнодорожного пути. Технические условия
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 18160 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24997 (ИСО 1502:1996) Калибры для метрической резьбы. Допуски
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1, данное изменение частично учтено в тексте переиздания 2019 года).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 владелец инфраструктуры железнодорожного транспорта: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта общего пользования на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора.
3.2
|
заказчик: Предприятие (организация, объединение или другой субъект хозяйственной деятельности), по заявке или контракту с которым производится создание и (или) поставка продукции (в том числе научно-технической). |
(Измененная редакция, Изм. N 1).
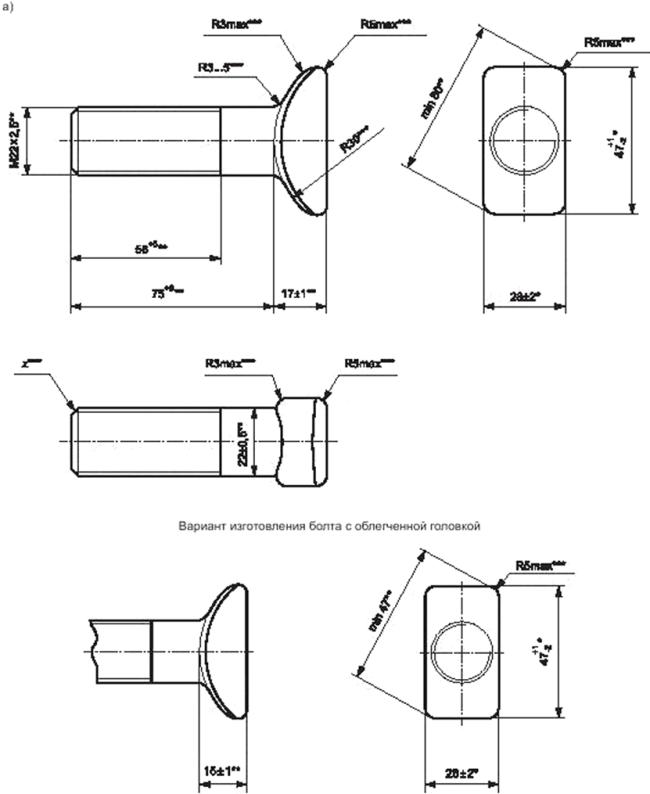
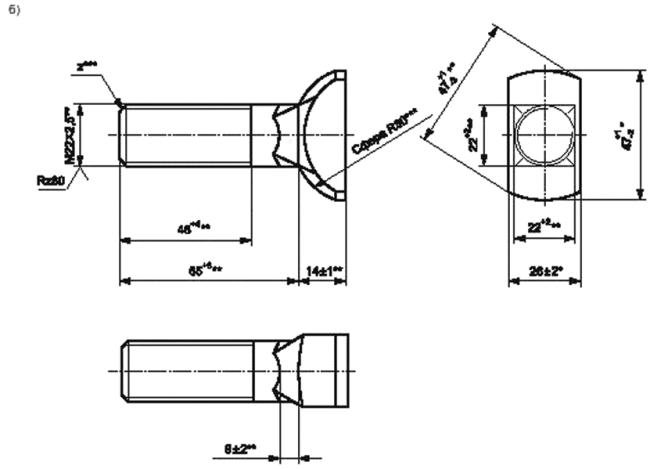
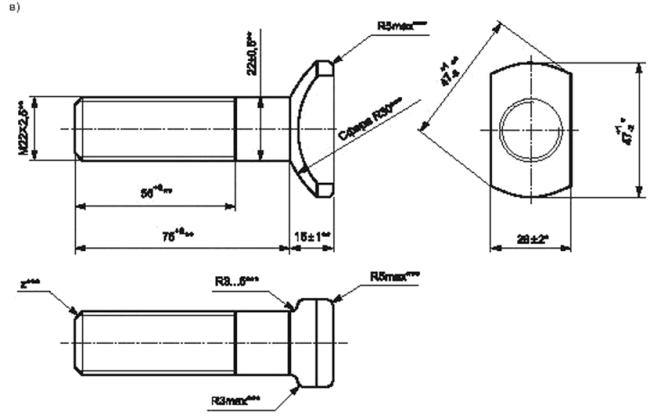
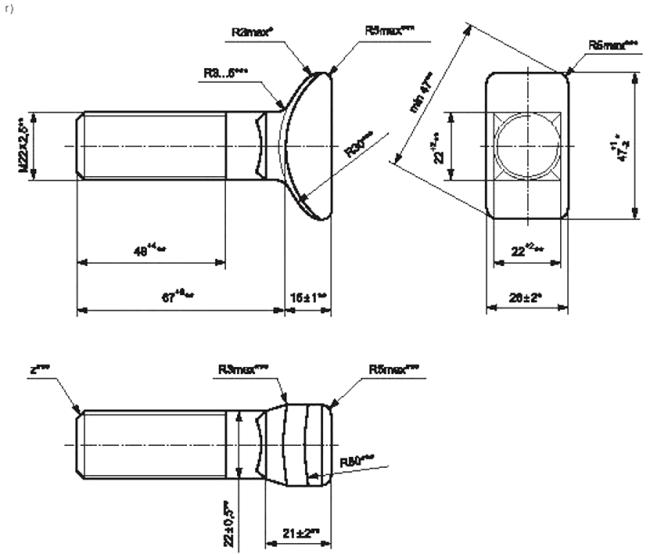
4 Конструкция и размеры
4.1 Конструкция и размеры болтов исполнения 1, 2, 3 и 4 должны соответствовать указанным на рисунке 1.
(Измененная редакция, Изм. N 1).
4.2 Допускается изготовление болтов длиной от 50 до 105 мм и длиной резьбы от 40 до 72 мм при согласовании владельца инфраструктуры/заказчика с предприятием-изготовителем. При этом длина болта должна назначаться кратной 5 мм, а длина резьбы кратной:
- 4 мм - при длине резьбы до 60 мм включительно;
- 6 мм - при длине резьбы свыше 60 мм.
(Измененная редакция, Изм. N 1).
4.3 Вариант изготовления головки болта устанавливается владельцем инфраструктуры в заказе на данную продукцию.
|
|
Рисунок 1, лист 1 - Конструкция и размеры болтов: а) исполнение 1; б) исполнение 2; в) исполнение 3; г) исполнение 4
|
|
Рисунок 1, лист 2
|
|
Рисунок 1, лист 3
|
|
z - фаска на болтах в соответствии с ГОСТ 10549.
_______________
* Размеры указаны с учетом высоты швов от разъема матриц и заусенцев от обсечки облоя, размеры подлежат контролю при подтверждении минимально необходимых требований безопасности.
** Размеры, в том числе подлежащие контролю при подтверждении минимально необходимых требований безопасности.
*** Размеры, указанные для изготовления оснастки и инструмента, на готовых изделиях не контролируются.
Примечание - На болтах с накатанной резьбой допускается отсутствие концевой фаски.
Рисунок 1, лист 4*
________________
* Рисунок 1. Измененная редакция, Изм. N 1.
На торце стержня допускается технологическая канавка глубиной не более 2,0 мм, шириной не более 2,5 мм, длиной не более 15,0 мм. Размеры канавки обеспечиваются технологическим инструментом и не контролируются.
Примеры условных обозначений:
Клеммный болт класса точности В, исполнения 1, диаметром резьбы d=22 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 75 мм, класса прочности 4.8, с цинковым хроматированным покрытием (01) толщиной 9 мкм (9):
Болт М22-8g 75.48.019 ГОСТ 16016-2014
75.48.019 ГОСТ 16016-2014
То же, без покрытия:
Болт М22-8g75.48 ГОСТ 16016-2014
То же, с облегченным вариантом головки:
Болт В.М22-8g75.48 ГОСТ 16016-2014
Клеммный болт класса точности В, исполнения 2, диаметром резьбы d=22 мм, с крупным шагом резьбы, с полем допуска 8g, длиной 75 мм, класса прочности 5.8, с цинковым хроматированным покрытием (01) толщиной 9 мкм (9):
Болт 2.М22-8g75.58.019 ГОСТ 16016-2014
То же, без покрытия:
Болт 2.М22-8g75.58 ГОСТ 16016-2014
(Измененная редакция, Изм. N 1).
4.4 Допускается по согласованию с владельцем инфраструктуры/заказчиком изготовлять болты с углублением в торце головки, глубиной не более 0,3 высоты головки.
(Измененная редакция, Изм. N 1).
5 Технические требования
5.1 Основные характеристики, требования к материалам
5.1.1 Механические свойства болтов должны соответствовать классу прочности 4.8 или 5.8 по ГОСТ ISO 898-1.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
5.1.2 Резьба - по ГОСТ 24705. Поле допуска 8g - по ГОСТ 16093.
5.1.3 Смещение оси головки относительно оси стержня болта должны быть не более 0,9 мм.
5.1.4 Допускаемые дефекты поверхности болтов должны соответствовать ГОСТ ISO 6157-1.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
5.1.5 Болты изготавливают без защитного покрытия. По требованию владельца инфраструктуры железнодорожного транспорта/заказчика болты могут иметь цинковое с хроматированием покрытие по ГОСТ 9.303. Требования к покрытию - по ГОСТ 9.301. Допускается применять другие виды защитных покрытий по ГОСТ 9.303, а также защитные термодиффузионные покрытия покрытия по ГОСТ 9.307 или иной нормативной документации, утвержденной в установленном порядке.
______________
 В Российской Федерации действует ГОСТ Р 9.316-2006 "Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля.
В Российской Федерации действует ГОСТ Р 9.316-2006 "Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля.
(Измененная редакция, Изм. N 1).
5.1.6 Теоретическая масса 1000 болтов (в скобках - масса болтов с облегченной головкой), кг:
345 (320) - исполнения 1;
320 - исполнения 2;
315 - исполнения 3;
320 - исполнения 4.
Примечание - Изменение массы 1000 болтов при изменении их длины на 10 мм не должно быть более 29,8 кг.
(Измененная редакция, Изм. N 1).
5.2 Маркировка
На головку каждого болта должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя и год изготовления (две последние арабские цифры).
Высота знаков маркировки - не менее 8 мм, толщина - не менее 1 мм, выпуклость - не менее 0,5 мм.
Значения параметров знаков маркировки приведены для проектирования и изготовления инструмента, на готовых изделиях не контролируются.
(Измененная редакция, Изм. N 1).
5.3 Упаковка
5.3.1 Маркировка тары и упаковка болтов - по ГОСТ 18160. Допускается упаковка болтов в специализированные мягкие контейнеры.
(Измененная редакция, Изм. N 1).
5.3.2 Болты рекомендуется укомплектовывать гайками по ГОСТ 16018.
6 Правила приемки
6.1 Категории испытаний
6.1.1 Для контроля соответствия болтов требованиям настоящего стандарта проводят:
- приемо-сдаточные испытания;
- типовые испытания.
6.1.2 Приемку болтов проводит служба технического контроля предприятия-изготовителя. Приемку проводят по результатам приемо-сдаточных испытаний.
Приемо-сдаточные испытания проводят по ГОСТ 15.309. Болты, принятые службой технического контроля предприятия-изготовителя, предъявляют для приемочного контроля представителю заказчика по требованию.
Результаты приемки болтов хранят на предприятии-изготовителе не менее трех лет с момента их изготовления.
6.1.3 В целях подтверждения соответствия испытания болтов клеммных по 4.1-4.4, 5.1.2, 5.1.3 (конструкция и размеры), 5.1.4 (качество поверхности), 5.1.1 (механические свойства), 5.1.5 (защитное покрытие), 5.2 (маркировка) проводят на не менее чем пяти образцах болтов клеммных, отобранных методом "вслепую" согласно ГОСТ 18321 (подраздел 3.4) из партии, принятой ОТК.
(Введен дополнительно, Изм. N 1).
6.2 Приемо-сдаточные испытания
6.2.1 Приемо-сдаточные испытания проводят партиями. Партия должна состоять из болтов одного исполнения, изготовленных из одной марки стали, по одному технологическому процессу. Объем партии - не более суточной выработки. Правила приемки - по ГОСТ ISO 3269 для изделий класса точности В.
По согласованию между владельцем инфраструктуры железнодорожного транспорта и предприятием-изготовителем допускается комплектование партии из болтов одного типоразмера, изготовленных по одному технологическому процессу без учета принадлежности к одной плавке.
(Измененная редакция, Изм. N 1).
6.2.2 Отгружаемые партии болтов должны сопровождаться паспортом качества, в котором указаны:
- наименование или товарный знак предприятия-изготовителя и его адрес;
- номер и размер партии;
- длина, вид исполнения, вид и толщина защитного покрытия;
- класс прочности, марка стали;
- наличие и вид противокоррозионной защиты (исключая временную консервацию для хранения и транспортировки по ГОСТ 15150);
- результаты механических испытаний.
Допускается внесение в паспорт качества дополнительной информации, не противоречащей требованиям настоящего стандарта.
Паспорт качества должен быть подписан представителями службы технического контроля.
(Измененная редакция, Изм. N 1).
6.2.3 Показатели и порядок проведения приемо-сдаточных испытаний приведены в таблице 1.
Таблица 1 - Показатели и порядок проведения приемо-сдаточных испытаний
|
Контролируемый параметр |
Пункт стандарта, содержащий требования, которые проверяют при приемо-сдаточных испытаниях |
Метод контроля |
|
1 Конструкция и размеры |
4.1-4.4, 5.1.2, 5.1.3 |
7.1 |
|
2 Качество поверхности |
5.1.4 |
7.2 |
|
3 Механические свойства |
5.1.1 |
7.3 |
|
4 Защитное покрытие |
5.1.5 |
7.4 |
|
5 Маркировка |
5.2 |
7.5 |
Таблица 1. (Измененная редакция, Изм. N 1).
6.3 Типовые испытания
6.3.1 Типовые испытания проводят в случае изменения технологического процесса изготовления болтов, а также в случае изменения применяемых материалов.
6.3.2 Порядок проведения типовых испытаний и оценка результатов по ГОСТ 15.309-98 (Приложение А).
7 Методы контроля
7.1 Проверку конструкции и размеров болтов (4.1-4.4), формы и расположения поверхностей (5.1.3) следует производить при помощи штангенциркуля типа ШЦ-I или ШЦ-II по ГОСТ 166, угломера типа 2 по ГОСТ 5378 или другими средствами измерений, обеспечивающими требуемую точность измерения, или с помощью предельных калибров.
Размеры резьбы (5.1.2) проверяют предельными калибрами по ГОСТ 24997 или другой нормативной или конструкторской документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 1).
7.2 Методы контроля дефектов поверхности (5.1.4) - по ГОСТ ISO 6157-1.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
7.3 Механические свойства болтов (5.1.1) - по ГОСТ ISO 898-1.
Измерение твердости и испытание на разрыв на косой шайбе не проводятся.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
7.4 Контроль качества защитного покрытия (5.1.5) - по ГОСТ 9.302.
7.5 Контроль нанесенной маркировки (5.2) производится визуально, без применения увеличительных приборов.
7.6 Для целей обязательного подтверждения соответствия от партии, прошедшей приемо-сдаточные испытания, комплектуют методом отбора "вслепую" по ГОСТ 18321-73 (подраздел 3.4) выборку в соответствии с ГОСТ ISO 3269 для изделий класса точности В.
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
8 Транспортирование и хранение
8.1 Транспортирование болтов без упаковки не допускается.
(Измененная редакция, Изм. N 1).
8.2 Болты без защитного покрытия по требованию владельца инфраструктуры/заказчика перед упаковыванием подвергают консервации по ГОСТ 9.014 на срок, обеспечивающий защиту от коррозии не менее одного года.
(Измененная редакция, Изм. N 1).
8.3 Условия хранения болтов без защитного покрытия - 6 по ГОСТ 15150, болтов с защитным покрытием - 8 по ГОСТ 15150.
9 Гарантии изготовителя
Гарантийный срок эксплуатации не менее 100 млн тонн брутто пропущенного груза, но не более трех лет со дня укладки в путь.
|
УДК 621.882.6625.143:006.354 |
МКС 45.080 |
|
|
|
|
Ключевые слова: клеммные болты, резьба, конструкция, размеры, головка болта |
|
 Скачать ГОСТ 16016-2014 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия в формате PDF
Скачать ГОСТ 16016-2014 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия в формате PDF
 Скачать ГОСТ 16016-2014 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия в формате DOC
Скачать ГОСТ 16016-2014 Болты клеммные для рельсовых скреплений железнодорожного пути. Технические условия в формате DOC
Дата первого показа: 12.10.2020 10:02:39
Дата публикации: 12.10.2020 09:34:56
Назад в раздел



