




Обработка отверстий проводится для доведения их геометрической формы, размеров, шероховатости внутренней поверхности до требуемых параметров. Основных методов обработки несколько, оптимальный выбирают, в зависимости от характеристик материала и необходимого результата.
Какие бывают отверстия
Отверстия бывают центральные (ось которых совпадает с осью самой) и нецентральные (ось которых не совпадает с осью детали). С технологической точки зрения, обработка центральных может быть выполнена на станках токарной группы совместно с обработкой наружных поверхностей и торцов, что повышает точность их взаимного размещения. Отверстия второй группы в основном обрабатывают на станках сверлильно-расточной и фрезерной групп.
В зависимости от формы, отверстия бывают:
- конические;
- цилиндрические;
- ступенчатые;
- фасонные;
- с резьбой.
По проходимости они бывают сквозные и глухие. В зависимости от назначения, различают отверстие технологическое, под крепеж, дренажное, облегчающее, ответственное и др.
Основные методы обработки
Существуют разные способы обработки отверстий в ручном или автоматическом режиме. Для этого чаще всего используют станки сверлильно-расточной, фрезерной, токарной группы. Также для этих целей может применяться шлифовальный станок. Изготовление отверстий имеет определенные технологические особенности, среди которых сложность отвода стружки, значительный нагрев заготовки и инструмента, невозможность наблюдения за зоной резки.
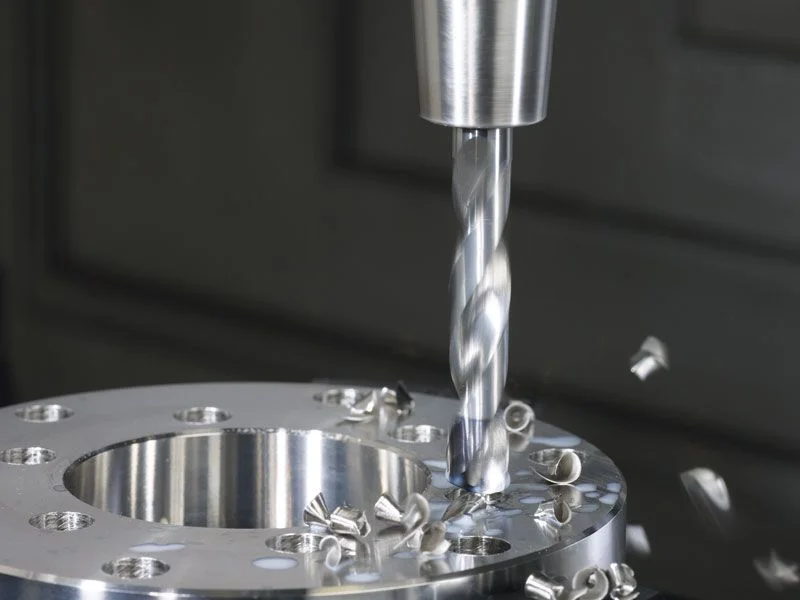
Сверление
Это основной технологический процесс получения сквозных или глухих отверстий в заготовке режущим инструментом (сверлом) с вращающимся главным движением резки при постоянном радиусе его траектории и подачей только вдоль оси основного движения резки
Способ рассверливания применяют также для увеличения диаметра уже имеющихся и получения центровочных отверстий. Просверленные отверстия таким способом не имеют правильной формы: их поперечные сечения имеют форму овала, а продольные – конуса.
Сверление обеспечивает 11-12-й квалитеты точности и шероховатость обработанной поверхности 80÷20 мкм. Диапазон используемых диаметров сверл находится в пределах от 0,15 мм до 250 мм.
Для сверления применяют станки:
- сверлильные;
- токарные;
- расточные.
При сверлении с помощью сверлильного станка заготовка остается неподвижной, режущий инструмент совершает возвратно-поступательное движение. При таком способе обработки заготовки на токарном станке основное движение (вращение) совершает обрабатываемая деталь, а поступательное совершает сверло. Сверла могут использоваться, как стандартные с двумя режущими кромками, так и специальные.

Зенкование
Это основной технологический метод обработки предварительно просверленных, изготовленных отливкой или штамповкой отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Операцию зенкования осуществляют специальным инструментом – зенкером. В отличие от сверла, он имеет более жесткую рабочую часть. Количество зубьев у такого режущего инструмента колеблется в пределах, от трех до восьми. Точность отверстий находится в пределах 10-11-го квалитета и шероховатости 10÷15 мкм.
Расточка
Расточку проводят в основном на станках токарной, расточной и фрезерной групп. Она выполняется резцами различных конструкций, которые могут быть закреплены, как непосредственно в резцедержателе станка, так и в специальных держателях. Скорость резки при обработке таким способом обеспечивается вращением заготовки, а подача – перемещением инструмента. Для повышения производительности труда при расточке в условиях среднесерийного производства и больших по объему партий выпуска изделий используют многолезвийные расточные головки.
Развертывание
Метод развертывания является основным методом чистовой обработки отверстий диаметром до 300 мм. Оно выполняется после обработки другими методами (сверление, зенкерование или расточка). Режущий инструмент – развертка. Может изготавливаться сплошной из инструментальной стали, или сборной, оснащенной пластинками из твердых сплавов.
Развертывание можно проводить вручную или на любом станке, используемом для обработки отверстий. Оно позволяет обрабатывать цилиндрические, конические и ступенчатые отверстия. При обработке точных отверстий таким способом на станках развертки устанавливают в специальных «плавающих» патронах, компенсирующих несовпадение оси шпинделя станка с осью отверстия, подлежащего обработке. Чистовое развертывание обеспечивает точность обработки по 6-7-м квалитетам при шероховатости поверхности 0,63÷1,25 мкм.

Шлифование
Шлифовку выполняют на внутришлифовальных станках. Скорость резки 35-60 м/с обеспечивается за счет вращения шлифовального круга. При шлифовании отверстий небольшого диаметра (менее 10 мм) обеспечение таких скоростей резки достаточно затруднено, поэтому допускается порядка 10 м/с.
Заготовку при шлифовании с продольной подачей устанавливают в патроне и обеспечивают ее вращение со скоростью 10-20 м/мин. Кинематика процесса напоминает наружную шлифовку. Шлифовальная бабка с кругом перемещается по заготовке с подачей, которая определяется в долях ширины шлифовального круга на один оборот заготовки.
После прохождения круга по всей длине поверхности осуществляют поперечную подачу, которая и является глубиной резки. После этого цикл движений повторяется.
Врезную шлифовку с поперечной подачей осуществляют абразивными кругами, ширина которых превышает длину обрабатываемой поверхности. Обработка производится только с поперечной подачей круга. Ее значение находится в диапазоне 0,003-0,02 мм/об. Врезная шлифовка позволяет шлифовать фасонные поверхности (при наличии круга, имеющего соответствующий фасонный профиль). Эта разновидность шлифования широко используется в условиях крупносерийного и массового производства.
Планетарная схема шлифовки используется для крупногабаритных заготовок, которые невозможно вращать. По этой схеме шлифовальному кругу, кроме вращения по отношению к собственной оси, предоставляется дополнительное движение вращения (планетарное движение).
Бесцентровая шлифовка предполагает вращение незакрепленной заготовки. Наружная поверхность является одновременно технологической базой, поэтому требует предварительной точной обработки шлифовкой. Этот метод обеспечивает высокую точность такого параметра втулок, как соосность отверстия и наружной поверхности (до 0,003 мм).
Точность чистовой шлифовки отверстий достигает 6-7-го квалитета при шероховатости поверхности 0,32÷1,6 мкм.
Хонингование
Хонинговальная головка представляет собой втулку, в радиальных пазах которой закреплены абразивные бруски. Эти бруски могут радиально перемещаться, что создает определенное давление на обрабатываемую поверхность.
Хонинговальная головка вращается со скоростью 20-70 м/мин и совершает возвратно-поступательное движение со скоростью 5-20 м/мин. Совмещение двух движений создает на поверхности отверстия характерную сетку. Она может использоваться для задержки на поверхности отверстия смазочных материалов. Например, в цилиндрах двигателей внутреннего сгорания.

Хонингование всегда выполняют с использованием обильного охлаждения, которое также обеспечивает вымывание остатков абразивных зерен с обработанной поверхности. Такой способ обработки обеспечивает исправление таких погрешностей формы отверстий, как бочкообразность, седловидность, конусообразность. Он позволяет достичь точность размеров 5-7 квалитетов при шероховатости поверхности 0,04÷0,25 мкм.



















Комментарии к статье
Пока нет комментариев. Будьте первым!