
















- Гвозди
- Инструмент и оснастка
- Кабельная продукция
- Металлоконструкции
- Подшипники
- Проход для кровли
- Такелаж
- Хомуты
Промышленные изделия
- Категории
- Направления
- Производители
- Стандарты
- По виду материалов
- По свойствам
Дополнительно
Производитель и дистрибьютор крепежа и метизов с 2006 года
- О компании
- Новости отрасли
- Пресс-центр
- Акции
- Импортозамещение
- Отраслевые решения
- Работа в Трайв
- Учебный центр
- Гарантия
- Информация
{name} {art} {price} р. {packs_number}{packs_word}{price_print} р. - Главная страница
- Производство
- Покрытия
- Электрохимическое полирование
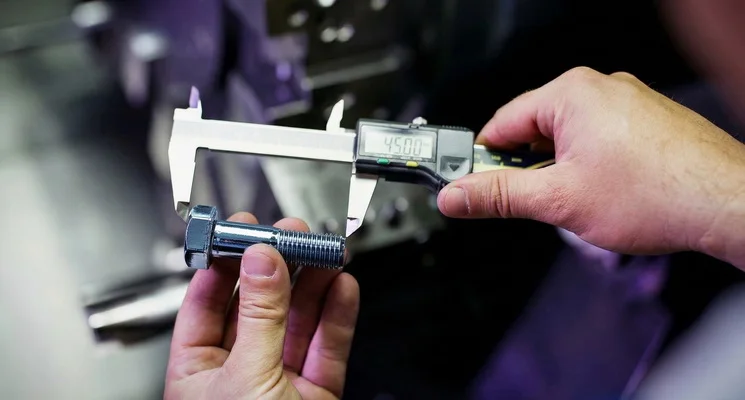
Электрохимическое полирование метизов, крепежа и металлоизделий
Скачать PDF - презентация производства
Толщина покрытия5–20 мкм
Защита от коррозии> 200 часов в соляном тумане
Диаметр изделий4 - 30 мм
Длина изделий5 мм - 600 мм
Метизный завод «Трайв» оказывает услуги электрохимического полирования изделий из металла, метизов, крепежа и металлоизделий. Прямые цены от производителя. Собственное производство в Санкт-Петербурге. Доставка по РФ.Собственное производствоПолный цикл производства метизных решений по чертежам и стандартам. От микро-крепежа до М 100.Инжиниринговый центрРеинжиниринг, проектирование и технологическое сопровождение вашего заказа под ключ.ГарантииОТК контроль качества выпускаемой продукции на всех этапах. Выдаем паспорт на изделие и сертификат на материал.Особенности и преимущества технологии
Метизный завод «Трайв» в Санкт-Петербурге оснащён современной собственной линией электрохимического полирования изделий из металла, что обеспечивает полный контроль над процессом нанесения покрытия на крепёж и метизы. Благодаря автоматизированному оборудованию и соблюдению строгих технологических параметров достигается равномерное, плотное и эстетически выдержанное покрытие. Это позволяет не только повысить эксплуатационные характеристики изделий, но и сократить сроки производства без потери качества.

Электрохимическое полирование, применяемое на заводе «Трайв», соответствует требованиям ГОСТ 9.306-85 и международным стандартам ISO 4042, что подтверждено внутренними и внешними испытаниями. Толщина слоя варьируется от 5 до 20 мкм в зависимости от назначения изделия, обеспечивая коррозионную стойкость более 200 часов в условиях солевого тумана (NSS-тест). Покрытие эффективно защищает металл от агрессивных внешних воздействий, включая повышенную влажность, перепады температур и промышленную атмосферу.
- Высокая эффективность защиты от коррозии достигается благодаря способности покрытия противостоять разрушению металла под воздействием агрессивных веществ.
- Высокая эластичность и устойчивость к скалыванию.
- Производим качественный продукт в России и помогаем нашим клиентам подтвердить происхождение ваших изделий в РФ (сертификатом СТ-1 и внесением в реестр Минпромторг).
- Предлагаем доступные цены и короткие сроки выполнения работ.
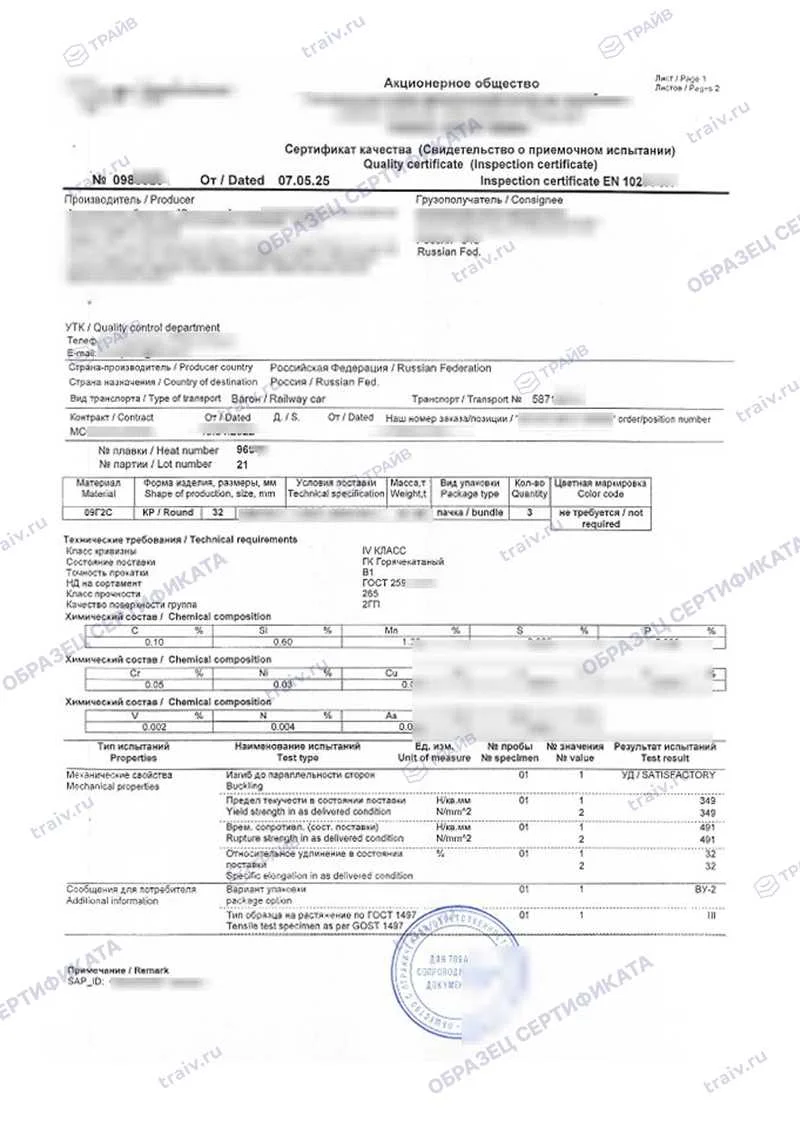
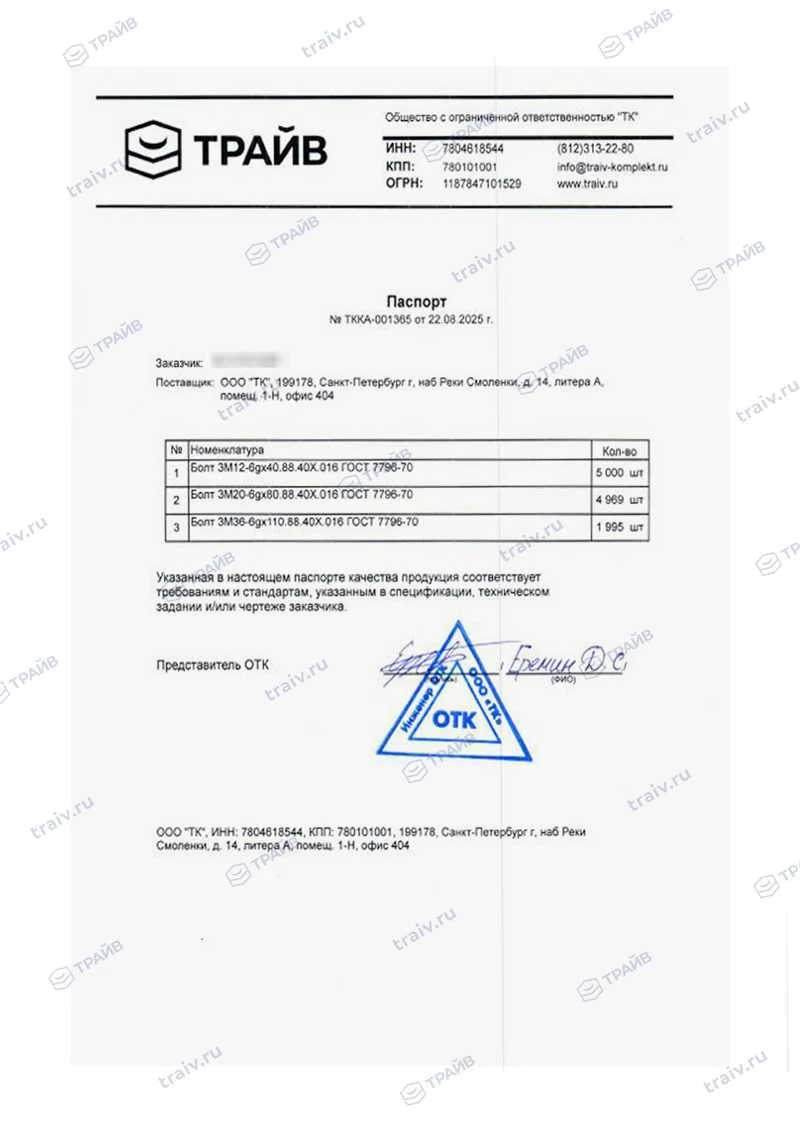
Каждая партия изделий проходит многоступенчатый контроль качества в собственной лаборатории завода. Служба технического контроля (ОТК) проверяет толщину покрытия, адгезию, внешний вид и соответствие механическим характеристикам согласно заявленным нормативам. По запросу заказчика мы предоставляем паспорта качества и сертификаты соответствия, подтверждающие происхождение материалов и соответствие продукции установленным стандартам.
Наше оборудованиеТокарно-обрабатывающий центр SКM NL2500SYТокарно-обрабатывающий центр SКM NL2000MТокарно-обрабатывающий центр SКM NL1500MАвтоматический ленточнопильный станок IRON MAC CUT-280CHAТокарно-винторезный станок KC 51B/1500 (C6251×1500)Автомат продольного точения TCM-20SIIПравильно-отрезной станокФрезерный обрабатывающий центр SVL-1360Автомат продольного точения TQ-125I (Shute) c ЧПУ Mitsubishi M80Ударно-точечный маркиратор SIC-Marking EC9Точильно-шлифовальный станок ТШ-2Д-П с ПУАМЛенточный гриндер ГЧ-16Гидравлический резьбонакатной станок JDY-50 JIN DAH YANGОборудование для цинк-ламельного покрытияЛиния холодной высадкиАвтоматическая проходная печь для термической обработки металлоизделийСертификатыПреимущества производства в «Трайв»
ГОСТ, ОСТ, ТУ и ваши стандарты
Изделия с классом прочности до 12.9
Нестандартные резьбы
Редкие стали и сплавы
Испытания и контроль качества
Любые покрытия
Почему выбирают нас
Гарантия качестваИнженерный отдел по контролю качества
Соблюдение сроковЭффективное производство с гарантированными сроками поставки
Индивидуальный подходИзделия по вашим чертежам от микро крепежа до м 100
ТехПоддержкаПрофессиональные консультация и помощь на каждом этапе
СертифицированоСоответствие международным стандартам
Региональные филиалыОфисы в Москве, Санкт-Петербурге, Перми
Наша производственная площадкаДоставка по РФ и СНГ
ПодробнееЭлектрохимическое полирование стальных материалов является сравнительно новым способом химического воздействия на металлы с целью улучшения внешнего вида и снижения шероховатости.
Концепция технологии с использованием гальванообработки и электротока основывается на растворении (сглаживании) микроскопических неровностей образовавшихся на поверхностях при черновой обработке. В результате удается добиться высокой отражательной способности (глянца), увеличении прочности изделий, срока эксплуатации и декоративных свойств продукции.
Особенности техпроцесса
Электрохимическое полирование используется к инструментальным, легированным сталям и сплавам. Предварительно подготавливается гальваническая ванна, куда заливается кислотный раствор. Его химический состав и плотность зависит от марки стали, характеристик обработки и прочих условий. Далее в гальваническую ванну помещаются изделия (они служат в качестве анода (положительного заряда)). Катоды располагают на небольшом расстоянии от анодов, чтобы создать равномерное действие электрического поля. После завершения техпроцесса удается добиться снижения шероховатости поверхностей (макрополирования, микрополирования) и ровного зеркального блеска.
Применение деталей после электрохимполировки
Электрохимическое полирование деталей востребовано во многих сферах. Наглядным примером служат медицинские инструменты: ножницы, скальпели, пинцеты, зажимы, отличающиеся необычайно ровной поверхностью и характерным блеском. Электрохимполировка необходима и при производстве: метизов, болтов, гаек, шайб, применяемых в промышленности и отраслях:
- авиационной;
- электронной;
- химической;
- нефтегазовой;
- машиностроения;
- автомобилестроения;
Продукция после электрохимического полирования используется в строительстве, космической индустрии.
Плюсы работы с компанией
Технологические мощности компании «Трайв» позволяют выполнять электрохимическое полирование различных деталей, крепежа. Мы обладаем высокой компетентностью в ключевом вопросе и способны придать стальным изделиям ровный блеск и добиться минимального процента шероховатости. Наши преимущества:
- соблюдение стандартов качества;
- удобное ценообразование для клиентов;
- выполнение заказов точно в срок.
Мы проводим профессиональные консультации, организуем техническую поддержку.
Рейтинг:4.9 Голосов:43Производственная компания «Трайв» © 2006-2026Поставки по РФ:E-mail:Производство в г.Санкт-Петербург:
Данные о товарах и услугах на сайте представлены для ознакомления с возможностями ГК «Трайв», не являются публичной офертой. Актуальные цены, остатки и сроки поставки вы всегда можете уточнить у наших менеджеров.
НавигацияГлавный офис и склад «Трайв» в Санкт-ПетербургеПодробнее...Санкт-Петербург, Кудрово, ул.Центральная, дом 41 193168Офис и склад «Трайв» в МосквеПодробнее...Москва, Рязанский проспект, 2с49, БЦ "Карачарово", офис 203 109428Филиал «Трайв» в ЕкатеринбургеПодробнее...Екатеринбург, Екатеринбург, Елизаветинское шоссе, 39 620024Филиал «Трайв» в ПермиПодробнее...Пермь, Пермь, шоссе Космонавтов 111И, корпус 1, 2 этаж, офис 36 614066ПроизводствоКонтакты2006 - 2026 © Компания «Трайв» производитель и дистрибьютор метизов и крепежаУмный бот
Скачать прайс наличия на складеПо ссылке ниже вы можете скачать прайс-лист на позиции: для вашего удобства, мы подготовили прайс с табличном формате.Так же мы публикуем каталог стандартного крепежа в формате PDFЗаказ в 1 кликЗаполните форму и наш менеджер свяжется с вами, для уточнения заказа.
Промышленные изделияДополнительноВернуться назад- Анкер Fisher
- Анкер MULTI-MONTI
- Анкер MULTI-MONTI torx
- Анкер PFG EBF, электрооцинкованный, с кованым рым-болтом
- Анкер PFG ES
- Анкер PFG HBF, электрооцинкованный, с болтом-крюком
- Анкер PFG LB
- Анкер PFG LB, LBS с анкерным болтом и шайбой
- Анкер PFG SB
- Анкер PFG SB, SBS со шпилькой, шайбой и гайкой
- Анкер PKN (быстрофиксирующий гвоздь) Sormat
- Анкер винтовой RA
- Анкер винтовой RA, RAR, RAH Sormat Сормат
- Анкер втулочный с болтом
- Анкер для высоких нагрузок
- Анкер для крепления гипсовых плит
- Анкер забивной LA, LAH Sormat Сормат
- Анкер закладной без монтажной плиты VASB
- Анкер закладной с монтажной плитой VASD
- Анкер клиновой S-KA, S-KAH с шайбой и гайкой
- Анкер клиновой Shreiber - анкер под шпильку
- Анкер клиновой забивной (экспресс)
- Анкер клиновой с гайкой S-KAK горячеоцинкованный с шайбой
- Анкер латунный
- Анкер латунный забивной MSA
- Анкер металлический Multi-Monti F
- Анкер металлический Multi-Monti I комбинированный
- Анкер металлический Multi-Monti MS
- Анкер металлический Multi-Monti P
- Анкер металлический Multi-Monti R
- Анкер металлический Multi-Monti S
- Анкер металлический Multi-Monti S A4
- Анкер металлический Multi-Monti SS
- Анкер металлический для тонколистовых материалов
- Анкер многофункциональный
- Анкер многофункциональный для тонколистовых материалов (с шурупом) OLA
- Анкер особопрочный S-VAM B
- Анкер распорный PFG ES, ESS, ESSH
- Анкер стальной однораспорный
- Анкер стальной распорный с простым крюком
- Анкер химический
- Анкер-клин для крепления подвесных конструкций
- Анкер-шуруп
- Анкерный болт
- Анкерный болт с ушком
- Анкерный болт с цангой
- Анкерный болт тяжеловесных конструкций
- Анкерный болт ударный
- Анкеры S-VAM S и S-VAM В особопрочные Sormat Сормат
- БСР (болт самоанкерующийся распорный)
- Гвоздь Confix по бетону Sormat Сормат
- Гильза KRH электрооцинкованная
- Забивной стальной анкер
- Латунный распорный дюбель
- Распорный стальной анкер с кольцом
- Распорный стальной анкер с потолочным крюком
- Стальной анкер двойного распирания
- Стальной анкер для крепления в плотных материалах
- Стальной машинный анкер
- Стальной распорный анкер с гайкой
- Стальной распорный анкер с качельным крюком
- Шпилька к анкеру химическому
- Шуруп регулировочный SKRH
- Artikel 10105 Болт с шестигранной головкой
- ГОСТ 7802
- DIN 13-20
- DIN 1445
- Artikel 88752 Болт шарнирный
- DIN 186
- DIN 188
- DIN 25193
- DIN 261
- DIN 316
- DIN 444
- DIN 529
- DIN 32501
- DIN 558
- DIN 34810
- DIN 561
- DIN 564
- DIN 7968
- DIN 7999
- DIN 931
- DIN 933
- DIN 580
- DIN 601
- DIN 603
- DIN 604
- DIN 605
- DIN 607
- DIN 608
- DIN 609
- DIN 610
- DIN 792
- DIN 6922
- DIN 797
- DIN 960
- DIN 961
- DIN 962
- DIN 6921
- DIN 6914
- DIN 7990
- DIN 15237
- DIN 22424
- EN 14399
- EN 14399-4
- EN 14399-8
- EN 1665
- ISO 8676
- ISO 8765
- DIN 7981
- Винт-шуруп мебельный
- Винт-стяжка мебельный
- Винт с L-образным крючком
- Винт мебельный с прерывистой резьбой, с полупотайной головкой
- Винт с крючком
- Винт мебельный с прессшайбой и комбинированным шлицем (евровинт)
- Винт с петлей
- Винт-шуруп STS к трубным хомутам
- Винт шуруп JR и JRL к трубным хомутам
- Винт с шариком GN 606
- Винт мебельный с плоской головкой и внутренним шестигранником под ключ
- ISO 7380
- DIN 84
- DIN 85
- DIN 316
- DIN 404
- DIN 417
- DIN 427
- DIN 438
- DIN 464
- DIN 6902
- DIN 465
- DIN 6904
- DIN 478
- DIN 5586
- DIN 6905
- DIN 479
- DIN 561 Винт с уменьшенной головкой и цапфой
- DIN 6907
- DIN 480
- DIN 564 Винт с уменьшенной головкой и коническим коноцм
- DIN 6908
- DIN 551
- DIN 553
- DIN 7500 C
- DIN 653
- DIN 7500 D
- DIN 7500 M
- DIN 787
- DIN 912
- DIN 7504 R
- DIN 913
- DIN 7504 О
- DIN 914
- DIN 915
- DIN 7516 A
- DIN 916
- DIN 7516 D
- DIN 920
- DIN 921
- DIN 922
- DIN 923
- DIN 926
- DIN 927
- DIN 963
- DIN 964
- DIN 965
- DIN 966
- DIN 967
- DIN 6304
- DIN 6900
- DIN 6901
- DIN 6912
- DIN 7500
- DIN 7513
- DIN 7516
- DIN 7964
- DIN 7969
- DIN 7984
- DIN 924
- DIN 7985
- DIN 925
- DIN 7991
- ISO 7379
- DIN 7643
- ISO 12474
- ISO 14579
- ISO 2010
- ISO 2342
- ISO 4766
- ISO 14581 Винт с потайной головкой и шлицем TORX
- ISO 7047
- DIN 7504
- ISO 14583 Винт с полукруглой головкой шлиц TORX
- ISO 7434
- ISO 7435
- DIN 6906
- Установочные винты
- DIN 431
- Гайка кузовная квадратная
- Гайка особого назначения Nutsteine
- Гайки шлицевые
- DIN 74361
- Шинная гайка оцинкованная
- Шинная гайка без пружины
- DIN 99
- DIN 315
- DIN 439/936
- DIN 466
- DIN 467
- DIN 508
- DIN 546
- DIN 547
- DIN 548
- DIN 555
- DIN 557
- DIN 562
- DIN 582
- DIN 798
- DIN 917
- DIN 928
- DIN 929
- DIN 934
- DIN 935
- DIN 314
- DIN 936
- DIN 937
- DIN 970
- DIN 439 А
- DIN 971
- DIN 439 В
- DIN 977
- DIN 979
- DIN 70852
- DIN 980
- DIN 981
- DIN 982
- DIN 985
- DIN 986
- DIN 1479
- DIN 1587
- DIN 1624
- DIN 1804
- DIN 1816
- DIN 2510-5
- Artikel 88934 Гайка шестигранная с буртиком и рифлением
- DIN 5587
- DIN 6303
- DIN 6330
- DIN 6331
- DIN 6334
- DIN 6915
- DIN 6923
- DIN 6924
- DIN 6925
- DIN 6926
- DIN 6927
- DIN 7965
- DIN 7967
- DIN 22425
- DIN 28129
- DIN 6305
- DIN 6307
- DIN 80701
- DIN 80704
- EN 1661
- EN 1664
- ISO 10511
- ISO 10512
- ISO 4033
- ISO 7042
- Гайки квадратные
- Гайки колпачковые
- Гайки круглые
- Гайки с фланцем
- Гайки запрессовочные
- Гайки соединительные
- Дюбель гвоздь
- Дюбель для кровли
- Дюбель для пористого бетона KBT Sormat Сормат
- Дюбель с шурупом для фасадных работ KAT N
- Дюбель фасадный для теплоизоляции
- Дюбель-гвоздь с полукруглой головкой
- Металлический дюбель для пористого бетона
- Нейлоновый дюбель NAT
- Универсальный дюбель
- DIN 442
- DIN 443
- DIN 906
- DIN 908
- DIN 909
- DIN 910
- DIN 7604
- Заглушка для отверстий круглая пластмассовая RACO
- Заглушка пластиковая АК для монтажа шин
- DIN 5586
- DIN 3404 Ниппель смазочный плоский
- Стержень резьбовой abc по DIN 1052 для деревянных конструкций
- Кровельные саморезы
- Саморезы по дереву
- DIN 95
- DIN 96
- DIN 97
- DIN 571
- DIN 968
- DIN 7504 K
- DIN 7971
- DIN 7972
- DIN 7973
- DIN 7976
- DIN 7981
- DIN 7982
- DIN 7983
- DIN 7995
- DIN 7996
- DIN 7997
- DIN 18182
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Шуруп саморез для гипсокартона SF (по гипсу)
- Шуруп саморез HOBAU с редкой резьбой
- Шуруп саморез JPMT сверлоконечный с широкой плоской головкой
- Шуруп-саморез GS с петлей (кольцом)
- Шуруп регулировочный KAR с потайной головкой и шлицем TORX
- Шуруп дюбель нейлоновый KBR
- Шуруп саморез кровельный KRS, с буром или без, шестигранная головка
- Шуруп LI для крепления тонких листов, с буром и без
- Шуруп-саморез универсальный KK
- Шуруп-саморез универсальный LK
- Шуруп-саморез универсальный UK
- Шуруп универсальный с потайной головкой
- Шуруп универсальный с полукруглой головкой
- Шуруп универсальный с полукруглой головкой TORX
- Шуруп универсальный с потайной головкой TORX
- Шуруп с петлей стальной оцинкованный
- Саморез кровельный остроконечный
- Шуруп-крючок с полупетлей
- Шуруп-саморез с крючком L-образным
- Шуруп-саморез оконный, самосверлящий
- Шуруп мебельный с плоской головкой и внутренним шестигранником под ключ
- Шуруп-стяжка мебельный для ДСП
- Шуруп-винт мебельный
- Винт-шуруп STS к хомутам
- Шуруп-саморез SPAX универсальный
- Шуруп-саморез SPAX D для деревянных террас
- Шуруп-саморез SPAX M для древесноволокнистых плит MDF и ДСП
- Шуруп-анкер SPAX RA для рамных конструкций
- Шуруп-саморез SPAX для крепления массивных деревянных полов
- Шуруп-саморез SPAX для крепления деревянных конструкций
- Шуруп накладной оконный самосверлящий FEX-KS
- Шуруп монтажный FEX-P
- Шуруп жалюзный самонарезающий остроконечный FEX-RS
- Шуруп-сверло оконный FEX-A
- Саморез регулировочный для деревянных поверхностей (оконных и дверных коробок)
- Саморез усиленный для сэндвич панелей (для слоистых панелей)
- Саморез для сэндвич панелей
- Саморез регулировочный для бетонных (кирпичных) поверхностей
- Саморез потолочный с крестообразным шлицем
- Саморез для сантехнического оборудования с шестигранной головкой
- Саморез кровельный с буром
- Шуруп саморез для гипсокартона CF (по гипсу), остроконечный
- Саморез для гипсокартона с обратной частой резьбой
- Саморез для гипсокартона с обратной редкой резьбой
- Саморез для гипсокартона с частой резьбой с буром
- Саморез для гипсокартона с редкой резьбой
- Саморез флюгель с буром Flygel
- Саморез универсальный с полукруглой головкой torx
- Саморез универсальный с потайной головкой TORX
- Саморез универсальный с потайной головкой
- Саморез универсальный с полукруглой головкой
- Саморез клоп для тонких листов металла с буром
- DIN 7976 C
- DIN 7976 F
- DIN 7981 C
- DIN 7981 F
- DIN 7982 C
- DIN 7982 F
- ISO 1479
- ISO 15480
- ISO 15481
- ISO 15482
- Шайба WIDE кузовная, плоская, увеличенная
- Шайба DD стопорная с наружными и внутренними зубьями
- Шайба контактная
- Шайба EPDM с уплотнением, с резиновой прокладкой
- Шайба HV плоская, оцинкованная, закалённая
- Шайба Twin Lock
- Шайба упорная
- Шайба строительная
- Шайбы NORD-LOCK
- DIN 70952
- DIN 93
- DIN 125
- DIN 126
- DIN 127
- DIN 128
- DIN 137
- DIN 432
- DIN 433
- DIN 434
- DIN 435
- DIN 436
- DIN 440
- DIN 462
- DIN 463
- DIN 470
- DIN 988
- DIN 1052
- DIN 1440
- DIN 1441
- DIN 2093
- DIN 5406
- DIN 6796
- DIN 6319
- DIN 6340
- DIN 6797
- DIN 6798
- DIN 6913
- DIN 6916
- DIN 6917
- DIN 6918
- DIN 7349
- DIN 7603
- DIN 7980
- DIN 7989
- DIN 9021
- Шайбы Starlock
- Шайбы плоские
- Шайбы профильные
- Шайбы увеличенные
- DIN 988
- DIN 125 форма A
- DIN 125 форма B
- DIN 6797 форма I
- DIN 6797 форма V
- DIN 6798 форма I
- DIN 6798 форма А
- DIN 6798 форма V
- EN 14399-6
- EN 16983
- ISO 8738
- Шайбы зубчатые
- Шайбы медные
- Шайбы пружинные
- Шайбы стопорные
- VH Sormat
- VSS Sormat
- VKS Sormat
- KEVA Sormat
- DIN 975
- DIN 525
- DIN 835
- DIN 938
- DIN 939
- DIN 975
- DIN 940
- DIN 976
- DIN 6332
- Шпонки клиновые
- Шпонки сегментные
- Шпонки призматические
- DIN 6887
- DIN 6888
- DIN 6885
- DIN 6880
- DIN 6884
- DIN 1
- DIN 7
- DIN 258
- DIN 1444
- DIN 1477
- DIN 1476
- DIN 1475
- DIN 1474
- DIN 1471
- DIN 1472
- DIN 1473
- DIN 1481
- DIN 7346
- DIN 7343
- DIN 7344
- DIN 7977
- DIN 7978
- DIN 7979
- Штифты выдвижные
- DIN 1433
- DIN 1434
- DIN 1435
- DIN 1436
- DIN 1443
- DIN 1469
- DIN 1470
- ISO 2339
- ISO 2341
- ISO 8736
- ISO 8737
- ISO 8742
- ISO 8744
- ISO 8745
- Шуруп саморез кровельный
- DIN 7995
- DIN 7996
- DIN 95
- DIN 96
- Шуруп сверлоконечный Flugel
- Шуруп с L- образным крючком
- DIN 97
- DIN 571
- Шуруп с винтом Norfi
- Шуруп с винтом мебельный
- Шуруп крючок
- Шуруп с петлёй
- Шуруп самонарезающий универсальный
- Шуруп фасадный
- Мебельный шуруп стяжка
- Cамонарезающий шуруп
- Шуруп мебельный
- Шуруп болт
- Шурупы по дереву
- Шурупы саморезы
- Дюбель шуруп
- ГОСТ 9870-61
- Гвоздь-шуруп ЧЕРТЕЖ 7811-7071
- Гвоздь финишный ЧЕРТЕЖ 7811-7035
- Гвоздь ЧЕРТЕЖ 7811-7102 большая шляпка
- ГОСТ 4029-63
- Гвоздь строительный ЧЕРТЕЖ 7811-7075
- Гвоздь ершеный ЧЕРТЕЖ 7811-7120
- Гвоздь ершеный ЧЕРТЕЖ 7811-7038
- Гвоздь винтовой ЧЕРТЕЖ 7811-7335
- Гвоздь винтовой ЧЕРТЕЖ 7811-7070
- ГОСТ 4028-63
- DIN 68163
- Подшипники RKB
- Подшипники ГОСТ
- Подшипники Koyo
- Подшипники Timken
- Подшипники INA
- Подшипники FAG
- Подшипники NTN
- Подшипники SKF
- Подшипники SNR
- Подшипники NSK
- Самоустанавливающиеся подшипники
- Радиальные роликовые подшипники
- Подшипник сферический
- Подшипник игольчатый
- Конические подшипники
- Радиально-упорные шариковые подшипники
- Упорно шариковые подшипники
- Радиальный подшипник
- Комбинированные подшипники
- Подшипник генератора
- Подшипник кондиционера
- Подшипники качения
- Упорный роликовый подшипник
- Радиальные шариковые подшипники
- Канаты
- Цепи
- Буксировочные ремни
- Комплектующие к стропам
- Карабины
- Захваты
- Лебедки
- Ломы такелажные
- Рым-болты
- Рым-гайки
- Скобы
- Поворотные рым-болты
- Страховочные системы
- Динамометры и весы
- Тали
- Домкраты
- Зажимы
- Стропы
- Тележки, столы и штабелеры ручные
- Стяжные ремни
- Вертлюги
- Талрепы
- Хомут пластиковый
- DIN 3016
- DIN 3017
- DIN 3567
- DIN 3570
- Mini-шланговый хомут
- EURO 9 W1 Хомут для шланга
- AMERICAN 8 W1 Хомут для шланга
- GBS / SGB W1 Хомут для шланга
- Сантехнические хомуты
- DIN 3021
- DIN 4109
- Анкеры
- Болты
- Винты
- Гайки
- Гвозди
- Дюбели
- Заклепки
- Инструмент и оснастка
- Кабельная продукция
- Кольца стопорные
- Металлоконструкции
- Подшипники
- Пробки резьбовые
- Проход для кровли
- Саморезы
- Такелаж
- Хомуты
- Шайбы
- Шпильки резьбовые
- Шпильки приварные, ГОСТ
- Шплинты
- Шпонки
- Штанги
- Штифты
- Шурупы
- Антивандальный крепеж
- Крепеж для домостроения
- Мебельная фурнитура
- Мебельный крепёж
- Монтажный крепеж
- Перфорированный крепеж
- Промышленная фурнитура
- Строительный крепеж
- Нестандартные изделия
- Производство
Вернуться назад
- Токарная обработка
- Фрезерная обработка
- Холодная высадка
- Термическая обработка
- Цинк-ламельное покрытие
- Слесарная обработка
- Изделия по чертежам
- Нанесение покрытий
- Наше оборудование
- Наши работы
- О компании
Вернуться назад- Новости отрасли
- Пресс-центр
- Акции
- Импортозамещение
- Отраслевые решения
- Работа в Трайв
- Учебный центр
- Гарантия
- Прайс-листы
- DIN/ГОСТ/ISO
- Информация












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}